Primat u otkriću spajanja metalnih dijelova zavarivanjem pripada ruskom znanstveniku Bernadosu koji je ovu metodu otkrio 80-ih godina 19. stoljeća. Tijekom vremena razvili su se različiti uređaji i tehnike za zavarivanje raznih materijala. Jedna od tih metoda je kuhanje na tigu.
U članku možete saznati koja je to funkcija aparata za zavarivanje i za što se koristi invertersko tig zavarivanje.
Dok se konvencionalni konstrukcijski čelik može spojiti konvencionalnim elektrolučnim zavarivanjem, obojeni metali zahtijevaju zasebne postupke.
Tig zavarivanje je tehnologija koja omogućuje spajanje aluminijskih dijelova bez problema. Cijeli proces odvija se u zaštitnoj atmosferi argona. Ako koristite uobičajenu metodu bez plina, tada će se šav pokazati loše kvalitete. Stvar je u tome što kada zagrijani aluminij dođe u dodir sa zrakom, nastaje oksid koji prekriva spoj. Oksidni film ovog metala ima višu točku taljenja (2000° naspram 650 za čisti aluminij).
Oprema koja koristi argon osigurava pravi proces i kvaliteta zavareni šav. Inertni plin istiskuje kisik tijekom punjenja i rastaljeni aluminij je čvrsto vezan na točki kontakta. U ovom slučaju koriste se volframove nepotrošljive elektrode.
TIG zavarivanje inverterom
Tig pretvarač je izgrađen na pretvorbi struje prema AC-DC-visokofrekventnom AC krugu. Odnosno, proces zavarivanja odvija se zbog veće frekvencije, za razliku od uzoraka transformatora.

Mreža prima izmjeničnu struju frekvencije 50 Hz. Izlaz pretvarača daje 50 kHz. Istodobno se učinkovitost uređaja povećava na 90%.
Ali, ako je sve jasno s konvencionalnim pretvaračem, kako se onda zavarivanje vrši pomoću pretvarača za tig zavarivanje?
Prisutnost takve funkcije u uređaju osigurava mogućnost spajanja plamenika s crijevima za dovod argona (ili helija) u dizajnu.
Pomoću tig invertera moguće je zavarivati čelik istosmjernom strujom i aluminij s legurama izmjeničnom strujom u okruženju inertnog plina.
Kako kuhati TIG metodom pomoću pretvarača
Kao što je gore spomenuto, morate uzeti u obzir dva čimbenika:
- Rekonfigurirajte stroj na potrebnu struju ovisno o materijalu koji se kuha.
- Priključite opremu za zavarivanje argonom (dovod plina i plamenik).
Obavezno provjerite je li uređaj ponovno konfiguriran za potrebnu struju.
Nakon što postavite struju i spojite opremu, trebate prilagoditi volumen dovoda plina pomoću ventila koji se nalazi na plameniku.
Zatim morate zapaliti luk i započeti zavarivanje pomicanjem gorionika u željenom smjeru. Kako šav prolazi, potrebno je dodati materijal za punjenje. To će poboljšati kvalitetu zavareni spoj. Ako nanesete puno aditiva, volframova elektroda postaje prljava i šav će izgubiti snagu.
Pomoću aditiva ne može se dodavati u sredinu zavarene kupke, laganim dodirima materijal se nanosi na rub u smjeru kretanja elektrode. Prilikom zavarivanja aluminija potrebni su aditivi kako se ne bi stvorile pukotine u šavovima.
Prilikom izvođenja zavarivanja, plamenik treba biti nagnut približno 15-20 stupnjeva od okomice. To će vam omogućiti da vidite cijeli proces i kontrolirate bazen za zavarivanje, a što je najvažnije, formirat će se visokokvalitetna veza. S pravilnim nagibom i brzinom kretanja, šav će se pokazati blago valovitim.
Ali ovo su samo osnove. Ako želite naučiti kako koristiti inverter za tig zavarivanje, najbolje je da se obratite profesionalnom zavarivaču.
Vrste pretvarača
Prvo, pri odabiru uređaja za kućnu upotrebu, vrijedi uzeti u obzir da oni dolaze u tri klase:
- Industrijski.
- Profesionalni.
- Kućanstvo.
Ako ne planirate otvoriti radionicu za zavarivanje kod kuće, tada je za povremenu upotrebu dovoljan jednostavan. kućanski aparat. Razlika između njih je uglavnom u trajanju rada i, naravno, cijeni.
Drugo, pri odabiru pretvarača obratite pozornost na funkcije, obično su označene oznakama: MMA, MIG-MAG, TIG.
- MMA je konvencionalno elektrolučno zavarivanje pomoću elektroda.
- TIG - zavarivanje uz upotrebu zaštitnih plinova.
- MIG-MAG - poluautomatsko zavarivanje žicom u argonu.
Postoje inverteri za zavarivanje koji kombiniraju sve ove četiri funkcije u jednom stroju. Naravno, oni će koštati više. Treba odlučiti što će biti potrebnije u kućanstvu. Obično su dovoljna dva načina rada MMA i TIG.
Proizvođači inverteri za zavarivanje veliki broj njih su poznate Tesle i Kaisere ili domaće marke Svarog, te najjeftiniji kineski kojih ima jako puno.
Prednosti i nedostaci TIG zavarivanja
Inverterski aparat za tig zavarivanje, kao i svaki drugi, ima svoje pozitivne i negativne strane.
| profesionalci | minusi |
|---|---|
| Malo područje grijanja tijekom rada, zadržava izvorni oblik i parametre dijelova | Teško za postavljanje bez iskustva |
| Zaštitno okruženje daje bolji šav zavarivanja | Osjetljiva na jak vjetar i propuh |
| Koristeći inverter za tig zavarivanje, možete ubrzati cijeli proces, jer argon povećava snagu luka | Kao i svaki drugi kućanski pretvarač s tig funkcijom, osjetljiv je na niske temperature. |
| Jednostavna upotreba TIG invertera za zavarivanje olakšava učenje tijeka rada | |
| Šav za zavarivanje ispada vrlo uredan i male veličine, što neće pokvariti izgled dijelova. |
Ali, uz takve nedostatke, postoji više prednosti za korištenje inverterskog aparata za tig zavarivanje. Prije desetak godina za zavarivanje obojenih metala bilo je potrebno tražiti stručnjaka, što nije uvijek bilo moguće. Danas je puno uzoraka takvih uređaja po pristupačnoj cijeni pojednostavilo cijeli proces. Štoviše, čak i početnik može brzo naučiti kako zavarivati u argonskom okruženju u vrlo kratkom vremenu.
Inverter s tig funkcijom ima još jednu veliku prednost - kompaktnost.
No, nakon što ste odlučili kupiti takvu opremu, vrijedi razmisliti je li uopće potrebna. Većina jeftinih modela označena je tig, dok vam ne dopuštaju promjenu isporučene struje. Odnosno, možete dobiti inverter s TIG funkcijom, koji zavari samo konstrukcijski čelik na istosmjernu struju i sl. tehnološki proces normalno MMA zavarivanje sasvim će pružiti.
Strojevi za zavarivanje s doista svestranim značajkama mnogo su skuplji, ali također morate uzeti u obzir dodatni troškovi o materijalima: volfram, plin i aditivi. Na primjer, ako je uređaj potreban samo za kuhanje tave, tada je lakše kupiti novi - bit će jeftiniji. Dobar tig inverter za zavarivanje bit će potreban ako planirate razviti ozbiljan rad s različitim metalima.
I još nešto - ovo je poluautomatsko zavarivanje u okruženju argona. Izvrstan izbor ako trebate obaviti stvarno delikatan posao. Takvi uređaji omogućuju zavarivanje dijelova s tankim stijenkama bez opasnosti od spaljivanja. Neophodan za popravke automobila.
A što mislite o tome, podijelite svoje iskustvo u odabiru invertera za zavarivanje s funkcijom tig u komentarima na ovaj članak. Koliko je svrsishodno koristiti takve pretvarače u kućanstvu i koliko će biti skupa kupnja kvalitetnog uređaja sa svim potrebnim potrošni materijal? I koji su najbolji tig inverterski aparati za zavarivanje za sebe.
Zavarivanje argonom (TIG) najčešće se koristi gdje izgled zavariti ili gdje su metali za zavarivanje tanki i potrebna je precizna kontrola parametara luka. Argonsko zavarivanje omogućuje zavarivanje aluminija, bakra i drugih obojenih metala. Odabir stroja za zavarivanje argonskim lukom vrlo je jednostavan ako znate koje kriterije treba slijediti.
TIG metoda zavarivanja pomoću volframove elektrode u okruženju argona vrlo je precizna metoda zavarivanja koja proizvodi čist, uredan šav bez prskanja metala i bez dima. Argonsko zavarivanje popularno je među restauratorima automobila, kućnim majstorima i koriste ga metalni kipari.
TIG metodom zavaruju se tanki dijelovi od nehrđajućeg čelika, krom-molibden cijevi, aluminijski i bakreni dijelovi. Ovi materijali zahtijevaju vrlo preciznu kontrolu luka, jer ako se pregrije, dio će se iskriviti ili izgorjeti. Aparati za TIG zavarivanje, koji proizvode stabilan luk pri niskoj amperaži, najprikladniji su za takve zadatke.
Aparati za TIG zavarivanje kako odabrati
Prilikom odabira stroja za zavarivanje argonskim lukom treba se pridržavati sljedećih kriterija:
Trenutni raspon
Prilikom odabira aparata za TIG zavarivanje posebnu pozornost treba posvetiti rasponu jakosti struje. Što je širi raspon radne struje, to bolje. Stroj s uskim rasponom uvelike će ograničiti vašu sposobnost zavarivanja različitih materijala. Aparat za zavarivanje s rasponom od 5 do 230 ampera zavarit će nehrđajući čelik debljine 0,6 mm i aluminij debljine 6,3 mm.
Zavarivanje aluminijskih dijelova zahtijeva više radne struje nego zavarivanje nehrđajućeg čelika. Stroj za zavarivanje s rasponom radne snage od 200 A ograničit će vašu sposobnost zavarivanja aluminijskih limova debljine od 3,2 do 4,8 milimetara. Dakle, što je širi raspon radne struje stroja za zavarivanje, to vam omogućuje rješavanje više različitih zadataka.

Najmanja radna struja
Prilikom odabira aparata za zavarivanje argonskim lukom također treba obratiti pozornost na stabilnost luka pri strujnoj snazi manjoj od 10 ampera. O tome ovisi lakoća formiranja luka i dobra kontrola luka. Zavarivanje s volfram elektrodom često se koristi za zavarivanje tankih limova metala. U ovom slučaju, bolje je ako se luk formira bez upotrebe visokih frekvencija ili vrućeg starta.
Neki strojevi za zavarivanje opremljeni su funkcijom olakšanog stvaranja luka - vrućim startom. S vrućim startom, veća struja se primjenjuje na elektrodu nekoliko milisekundi kako bi se pokrenuo luk. Kod vrućeg starta postoji opasnost od spaljivanja rupe ako zavarivate tanke ploče. Osim toga, vrući start ne jamči stabilnost luka tijekom procesa zavarivanja i ne dopušta zavarivaču točnu kontrolu luka.
Stabilnost luka zavarivanja važna je ne samo za nastanak luka, već i za kvalitetu procesa zavarivanja u cjelini. Na primjer, kada popravljate propeler za brodski motor, trebate zavariti ušitak. U ovom slučaju, vrlo je važno ne spaliti rupu u materijalu i izuzetno je nezgodno raditi ako luk stalno skače.
Stabilnost zavarivačkog luka također je važna za dovršetak zavara. Kod TIG zavarivanja, na kraju zavara, amperaža se obično smanjuje kako bi se ispunila šupljina na kraju zavara.
Prilikom zavarivanja aluminija, velika šupljina na kraju zavara može uzrokovati pukotine u materijalu dok se dio hladi. Dobra kontrola zavarivačkog luka s laganim smanjenjem radne struje sprječava stvaranje velike šupljine na kraju zavara i pridonosi lakšem hlađenju zavarene kupke (područja rastaljenog metala). Neki aparati za TIG zavarivanje opremljeni su elektronikom koja omogućuje stabilan početak zavarivačkog luka pri niskoj radnoj struji i glatko smanjenje struje na kraju zavarivanja, kako s izmjeničnom tako i s istosmjernom strujom.

AC i DC struja zavarivanja
Ako planirate zavarivati više od čelika i nehrđajućeg čelika, aparat za zavarivanje mora moći zavarivati i AC i DC. Izmjenična struja se koristi kod zavarivanja samooksidirajućih metala kao što su aluminijske i magnezijeve legure. Istosmjerni čelik za kuhanje, nehrđajući čelik i bakar.
Kod zavarivanja izmjeničnom strujom struja se stalno mijenja iz pozitivne u negativnu. Kada se aluminij kuha, površina metala se čisti od oksida pozitivnom strujom, a taljenje se provodi negativnom strujom.
Prilikom odabira aparata za TIG zavarivanje obratite pozornost na mogućnost podešavanja ravnoteže pozitivne i negativne radne struje. To će vam omogućiti promjenu vremena zavarivanja strujom određenog polariteta. Drugim riječima, to će vam omogućiti da kontrolirate vrijeme deoksidacije i vrijeme topljenja. Ne svi uređaji potrošačko tržište omogućuju vam kontrolu ove postavke.
Jednostavnost korištenja
Argonsko zavarivanje zahtijeva prilično visoku kvalifikaciju zavarivača. Dobar aparat za zavarivanje jednostavan je za korištenje i ima jasne kontrole. Metalna pedala otporna na habanje za kontrolu jakosti radne struje uvelike olakšava proces zavarivanja i omogućuje vam precizno povećanje ili smanjenje radna snaga struje po potrebi. Pedala za kontrolu amperaže obavezna je oprema za zavarivanje aluminija. Za zavarivanje hladnog aluminija potrebno je više ampera. Međutim, aluminij se prilično brzo zagrijava tijekom procesa zavarivanja.
Nožna papučica omogućuje smanjenje amperaže kako se aluminij zagrijava. To omogućuje održavanje dobre brzine elektrode i omogućuje vam da dobijete kvalitetan zavar s konstantnim profilom. Pedala vam omogućuje glatko smanjenje struje na kraju zavara, što osigurava ispravno punjenje šupljine na kraju zavara. Na tržištu postoje i ručni radni regulatori struje. Međutim, prikladni su za korištenje kao i automobil bez papučice gasa.

Na što još treba obratiti pozornost
Aparati za TIG zavarivanje opremljeni su ventilatorima za hlađenje. U isto vrijeme, ventilator može raditi stalno ili se uključiti prema senzoru temperature kada se elektronika zagrije. Konstantno uključeni ventilator uvlači prašinu i prljavštinu, što skraćuje vijek trajanja aparata za zavarivanje. Zauzvrat, ventilator, koji se uključuje kada se zagrije, mijenja temperaturu unutarnje okruženje uređaj iz vrućeg u hladno, što je također stresno za elektroničke komponente. U idealnom slučaju, ventilator bi trebao hladiti ploče samo kada je to apsolutno neophodno.
Neki aparati za zavarivanje uključuju ventilator kada zavarivački luk a ventilator radi nekoliko minuta nakon završetka zavarivanja. Time se smanjuje količina usisane prašine jer se ventilator uključuje kada je to potrebno. Istodobno, takav sustav ne mijenja mnogo temperaturu unutar uređaja.
Zamjenski plamenik
Ponekad, u procesu zavarivanja volfram elektrodom, postaje potrebno promijeniti plamenik na lakši ili duži za zavarivanje na teško dostupnom mjestu. Neki aparati za zavarivanje opremljeni su nezamjenjivim plamenikom. Ako je plamenik takvog uređaja postao neupotrebljiv, potrebno je kontaktirati servisni centar da ga zamijeni.
Među svim načinima ručno zavarivanje, koji danas postoji, zavarivanje u argonskom okruženju, ili TIG, smatra se najsvestranijim. Zavarivanje u okruženju inertnog plina omogućuje vam postizanje visokokvalitetnog zavara potpunom izolacijom zavarene kupke od atmosferskog kisika, tako da se mogu zavarivati metali kao što su legure magnezija i titana te aluminij, iako se smatraju vrlo aktivnima.
Princip rada argonskog zavarivanja
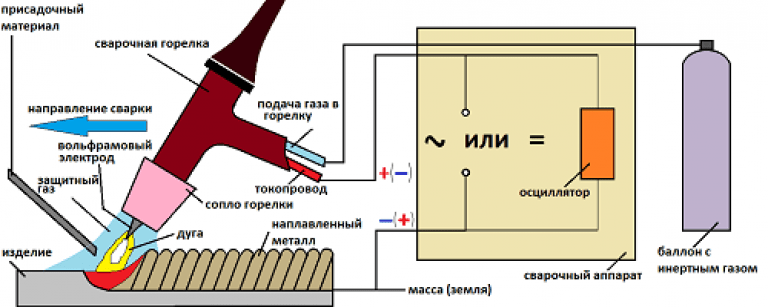
Princip rada TIG zavarivanja je zagrijavanje mjesta zavarivanja električnim lukom koji stvara vatrostalna volframova elektroda.
Zbog jakog zagrijavanja argonskih plamenika tijekom rada koriste sustav vodenog hlađenja. Električni luk topi ne samo spojeve dijelova koji se zavaruju, već i žicu za punjenje koja se dovodi u zonu zavarivanja. Dodavanje žice može se izvesti mehanički i ručno. Mjesto zavarivanja zaštićeno je od atmosferskog kisika inertnim plinovima, au većini slučajeva koristi se argon, te stoga ove vrste zavarivanje se naziva argon-arc, a inverteri koji se koriste za njegovu izvedbu nazivaju se TIG aparati za zavarivanje.
Značajke zavarivanja argonom
TIG zavarivanje kombinira prednosti drugih vrsta zavarivanja: kontinuiranost i čistoću šava, karakterističnu za poluautomatsko zavarivanje, mogućnost rada s dubokim prodiranjem pri velikim strujama, za što se koristi ručno zavarivanje pomoću potrošnih elektroda. Budući da se luk formira bez sudjelovanja metala koji se dovodi u bazen za zavarivanje, mnogo je lakše kontrolirati kvalitetu šava: šav napravljen TIG aparatom za zavarivanje ne može se zamijeniti ni s jednim drugim.
Zavarivanje u inertnoj atmosferi izvodi se na bilo kojem metalu, samo se razlikuju materijal za punjenje i karakteristike struje.

Konstrukcija TIG invertera
TIG za TIG zavarivanje sastoji se od gorionika i izvora energije za zavarivanje.
Paljenje luka i njegovo održavanje s navedenim parametrima osigurava izvor struje zavarivanja. Aparat za TIG zavarivanje može se koristiti za zavarivanje širokog spektra materijala, ali zahtijeva različita podešavanja, pa se danas koriste kombinirani modeli poluvodičkih invertera s kombiniranim učinkom:
- TIG DC način je dizajniran za zavarivanje bakrenih legura i nehrđajućeg čelika;
- TIG AC mod - za zavarivanje magnezija i aluminija;
- Pulsni način rada s isprekidanom strujom koristi se za zavarivanje dijelova male debljine.
Dizajn takvih uređaja vrlo je blizak uređajima za ručno elektrolučno zavarivanje, što dovodi do pojave kombiniranih MIG TIG MMA aparata za zavarivanje, kod kojih se promjena vrste zavarivanja vrši nakon zamjene plamenika za zavarivanje držačem.
Vrste zavarivanja
U industrijskim i domaćim uvjetima naširoko se koriste strojevi za elektrolučno zavarivanje, koji se razlikuju po vrsti tehnologije koja se koristi u radu i vrsti zavarivanja.

MMA zavarivanje
Najjednostavniji i najčešći način zavarivanja dijelova od lijevanog željeza, nehrđajućeg čelika i običnog čelika je ručno elektrolučno zavarivanje obloženim elektrodama. Načelo rada takvog zavarivanja je paljenje električnog luka između rubova dijelova i elektrode, koja topi metal koji se zavaruje. U ovom slučaju, materijal elektrode se koristi kao aditiv, što omogućuje stvaranje šava. Njegov premaz jamči stabilno gorenje luka i stvara zaštitni sloj od troske, koji se lako uklanja nakon što se površine ohlade.
TIG zavarivanje
Argonsko zavarivanje koristi se pri radu s čelikom i obojenim metalima - legurama nikla, aluminijem i bakrom. Prednost ove vrste zavarivanja je odsutnost troske i visokokvalitetni šav, nedostatak je spora brzina rada. Pri radu s aluminijem i njegovim legurama alternativni načini bez zavarivanja. Aparati za TIG zavarivanje koriste volframove nepotrošive elektrode s automatskim ili ručnim ubacivanjem dodatnog materijala u obliku žice.

MIG zavarivanje
Žica se koristi kao dodatak i elektroda u isto vrijeme i pri poluautomatsko zavarivanje MIG. Ovom vrstom zavarivanja mogu se podešavati različiti parametri u širokom rasponu: brzina dodavanja žice, vrsta plinske smjese, radna struja i drugi. uglavnom se koristi u karoseriji, stvarajući savršene šavove.
Zavarivanje pilom
U usporedbi sa strojevima s otvorenim lukom, SAW zavarivanje ili zavarivanje pod praškom ima veća produktivnost. Proces je potpuno automatiziran, stvara visokokvalitetni šav i ekonomično troši žicu za punjenje. Luk gori ispod debelog sloja praha - fluksa - tako da zavarivač može raditi bez posebne zaštite
Rezanje REZATI
Rezanje zračnim plamenom jedna je od vrsta zavarivanja koja se koristi pri radu s proizvodima male debljine. Inverteri za takvo rezanje su kompaktne veličine, zbog čega se ova metoda smatra jednom od najčešćih u industriji i svakodnevnom životu.

Vrste zavarivačkih invertera
Dostupnost TIG strojeva za zavarivanje posljedica je dampinga kineskih proizvođača i smanjenja troškova energetske elektronike, zbog čega je u trgovinama opreme za zavarivanje predstavljen širok raspon pretvarača.
Aurora PRO INTER
Stroj za zavarivanje MMA + TIG, proizveden od rusko-kineske tvrtke "Aurora". Može koristiti i komadne elektrode sa zaštitnim premazom i nepotrošne elektrode. Zavarivanje lakih legura zahtijeva korištenje vanjskog oscilatora jer pretvarač ima samo DC pogon. Aparat za zavarivanje može raditi u prostorijama s lošim električnim ožičenjem zbog male snage od 4,5 kW. Istodobno, trenutni raspon podešavanja je od 10 do 200 A, što vam omogućuje rad s tankim stijenkama i masivnim dijelovima. Napon otvorenog kruga je prilično visok - 60V. Visokofrekventni krug paljenja uređaja olakšava rad s njim, budući da je lijepljenje elektrode gotovo potpuno odsutno. TIG 200 zbog niske cijene i dobrih performansi izvrsna je opcija za učenje argonskog zavarivanja.

"Svarog" TIG 160
Aparat za zavarivanje TIG AC/DC "Svarog" odlikuje se malim dimenzijama i relativno malom maksimalnom strujom od 160 A, ali istovremeno ima mogućnost dugog opterećenja (prema priloženoj putovnici - PV 60%) i multifunkcionalnost. Učinkovitost izlaznog stupnja snage je 85%, što smanjuje potrošnju energije na 2,7 kW. Načini zavarivanja AC i DC lako se mijenjaju, u TIG AC načinu rada dostupno je podešavanje ravnoteže polariteta, a podešava se vrijeme konačnog i preliminarnog dovoda plina. Za praktičnost možete spojiti nožnu papučicu. Za takve funkcije i karakteristike, njegova cijena od 44.500 rubalja vrlo je prihvatljiva.
PV - maksimalno vrijeme gorenja električnog luka u usporedbi s ukupno vrijeme inverterski rad. U slučaju ovog stroja, radni ciklus od 60% znači da se za svakih šest minuta neprekidnog rada mora napraviti pauza od najmanje 4 minute.

"Svarog" TEH TIG
Potpuno funkcionalan TIG 200 AC/DC aparat za zavarivanje s tri načina rada (AC, DC i Pulse), maksimalnom strujom od 200A i velikim brojem postavki. Postavke uređaja reguliraju se pomoću 9 gumba, što će cijeniti profesionalni zavarivači. Ovaj pretvarač je vrlo popularan u radionicama za popravak i automehaničarskim radionicama.
Zavarivanje argonom kod kuće
Prilikom pripreme radnog mjesta za zavarivanje argonom potrebno je uzeti u obzir nekoliko pravila:
- Unatoč činjenici da je štetnost argonskog zavarivanja nekoliko puta manja od ručnog zavarivanja, potrebno je koristiti zaštitu: trebat će vam maska za zavarivanje, tajice i ogrtač. Moderno zaštitne maske"Chameleon" je vrlo jednostavan za korištenje, ali u isto vrijeme imaju svoj minus - manji kut gledanja zbog smještene fotoćelije. Soba bi trebala imati dobru ventilaciju, kao ideal - prisilni propuh.
- Zapaljive tvari i materijali ne smiju se nalaziti u neposrednoj blizini radnog mjesta. Mora biti dostupan aparat za gašenje požara ugljičnim dioksidom. Analoge praha najbolje je ne koristiti. Unatoč njihovoj učinkovitosti, prah koji nastaje tijekom njihove uporabe vrlo je teško ukloniti, a samim time i aparat za zavarivanje može se oštetiti.
- Ventilacijski otvori pretvarača ne smiju biti blokirani stranim predmetima.
Ovisno o materijalu i debljini dijelova odabire se struja zavarivanja i debljina korištenih elektroda. U slučaju aluminijskih legura, na primjer, struja zavarivanja treba biti 180-250 A s promjerom elektrode od 4-5 mm. Ovaj način rada omogućit će vam rad s dijelovima debljine 3 mm. Tanji elementi se zavaruju u Puls modu. U usporedbi s radom s mješavinom argona i helija, struja pri radu u čistom argonu postavlja se 10-20% više.

Radi lakše kontrole procesa zavarivanja, elektroda se drži pod malim kutom u odnosu na smjer kretanja, dok se aditiv dovodi strogo okomito na elektrodu. Možete dobiti jak i lijep šav ako se šipka uvlači u fiksnom položaju.
Vrijeme predstrujanja plina jedna je od važnih postavki za TIG inverter. Maksimalno vrijeme- do 2 sekunde - postavljeno pri radu s aluminijem, titanom i To je učinjeno tako da inertni plin potpuno prekriva mjesto paljenja, inače metal može planuti s stvaranjem šupljine u kontaktu s kisikom. Kemijska aktivnost metala koji se zavaruje također utječe na odgodu prekida plina: nakon što se luk isključi, plamenik se drži iznad zavara određeno vrijeme kako bi se zaštitio stvoreni šav.
Zavarivanje argonom jedan je od najtraženijih postupaka zavarivanja. Pristupačne cijene na aparatima za TIG MIG zavarivanje omogućuju kupnju takvih uređaja za osobnu upotrebu. Velika potražnja za argonskim zavarivanjem, performansama i učinkovitosti pretvarača brzo će vratiti sve troškove za kupnju takvog uređaja.
TIG zavarivanje (ili jednostavno TIG zavarivanje) vrlo je popularno kod profesionalnih zavarivača. Široko se koristi ne samo u velike industrije, ali i u malim radionicama, primjerice, auto servisima. Sve je u svestranosti ove tehnologije: lako možete zavariti i tanki estetski šav i potpuno rastopiti debele spojeve dijelova. Također se ne bojite zavarivanja bakra, ili. Ali nije sve tako jednostavno. Ova tehnologija ima niz nijansi koje se moraju uzeti u obzir prije zavarivanja.
U ovom članku ćemo vam detaljno reći što je argon-lučno tig zavarivanje, koje su prednosti i nedostaci ove tehnologije, kako pravilno zavariti tig zavarivanje i koja je oprema potrebna za rad.
Što je automatsko TIG zavarivanje ili ručno TIG zavarivanje? Počnimo sa samim akronimom. TIG je kratica za "tungsten –Inertgasschweißen" (prilagodljivi prijevod za "zaštitni inertni plin od volframa"). Ova kratica je suština ovu metodu zavarivanje: u radu se koriste volframova elektroda i zaštitne elektrode.

Volframova elektroda ključna je komponenta TIG zavarivanja. Ima jedinstvena svojstva: topi se na relativno niskoj temperaturi (oko 3500 stupnjeva Celzijevih), tako da se može bez problema koristiti sa svim vrstama i. U ovom slučaju, "taljenje" je nominalno. Sama elektroda se smatra nepotrošnim materijalom, što znači da se mora povremeno oštriti kako bi luk bio stabilan i lakši za vođenje. Sama šipka je fiksirana u plameniku, te nema potrebe brinuti o duljini elektrode, jer se neiskorištena dužina nalazi u posebnom poklopcu.
Na kraju plamenika nalazi se mlaznica u kojoj se drži elektroda, a posebnim gumbom se oko plamenika dovodi zaštitni plin. U većini slučajeva, plin se koristi kao zaštita. Ako se ne koristi argon, tada će kisik ući u bazen za zavarivanje i kvaliteta će biti nezadovoljavajuća. Veza će biti porozna i krhka, nije isključeno stvaranje pukotina. Sve te probleme i sprječava plin.
Treba upaliti. To će otopiti prethodno izrezane rubove. Ako je moguće dijelove rasporediti što bliže jedan drugome, onda je to dobro. Šav će biti vrlo pouzdan i čvrst. Ako postoji rad s prazninama ili trebate zavariti izuzetno jak šav koji može izdržati značajna mehanička opterećenja, tada zavarivači koriste žicu za punjenje.
Dodatni materijal mora biti žica izrađena od istog metala koji se zavaruje. Uz pomoć ove tehnologije možete jednostavno, s čime početnici obično imaju dosta problema. Pri visokim temperaturama na površini aluminija stvara se oksidni film koji sprječava stvaranje visokokvalitetnog šava. U najgorim slučajevima, film vam jednostavno ne dopušta da napravite bazen za zavarivanje i vodite šav. TIG zavarivanje rješava ovaj problem jer zaštitni plin sprječava stvaranje filma na metalnoj površini.
Primjena
TIG zavarivanje s puhanjem postalo je rašireno i zato što je temperatura luka dosta visoka. Zahvaljujući ovoj značajci, zavarivač može spojiti i ugljični čelik i. Istodobno, kvaliteta šava bit će na pristojnoj razini. Možete raditi s aluminijem i njegovim legurama, titanom i drugim metalima. Šavovi su posebno estetski kod tig zavarivanja nehrđajućeg čelika. Šav odmah ispada čist, ne treba ga čistiti ili prskati.

Sve ove prednosti TIG zavarivanja omogućuju korištenje ove tehnologije u tvornicama velikih automobilskih koncerna, u prehrambenoj industriji, u kemijskoj i naftnoj industriji, u mnogim privatnim auto servisima i postajama. Održavanje automobili.
Prednosti
Uz sve gore navedene prednosti, postoji niz drugih prednosti koje se ne mogu zanemariti. Svi oni uključuju, naravno, korištenje volframovih šipki i inertnih plinova. Dakle, prednosti:
- Unatoč visokoj temperaturi, minimalna deformacija metala tijekom zavarivanja zbog uske zone zagrijavanja.
- Plin argon je teži od kisika, pa se zrak slobodno izbacuje iz zone zavarivanja.
- Rad se izvodi brzo, nije ga teško naučiti, čak i majstor bez visokih kvalifikacija može raditi zavarivanje.
- ispada vrlo uredno i ravnomjerno, ne zahtijeva ništa mehanička restauracijašav.
- Možete zavarivati mnoge metale, uključujući i problematične (poput aluminija).
- Znatno manji negativni utjecaj na okoliš.
Mane
Zavarivanje argonom je dobro za sve, ali naš je članak objektivan, pa razgovarajmo o nedostacima:
- Zavarivanje na otvorenom po vjetrovitom vremenu je otežano, jer se plin doslovno ispuhuje iz zone zavarivanja (problem se rješava postavljanjem vjetrobrana, ali će se potrošnja plina značajno povećati).
- Za razliku od drugih vrsta zavarivanja, tig zavarivanje zahtijeva pažljiv rad. Rubovi moraju biti očišćeni, ne smiju biti tragovi ulja i prljavštine, površine moraju biti odmašćene. Ako zanemarite ovu fazu, šav će se pokazati poroznim i loše kvalitete.
- Plamenik je dizajniran na takav način da rad na teško dostupnom mjestu može postati pravi problem. Majstori nude povećanje dosega šipke ili rezanje elektrode, ali sve to dovodi do pregrijavanja ili drugih problema.
- Ako koristite funkciju “TIG lift” u svom uređaju, dok palite luk izvan zone zavarivanja, mogu se stvoriti tragovi na metalnoj površini, koje je potrebno očistiti. Ali ovo je prilično minus povezan s neiskustvom zavarivača.
Kako kuhati TIG zavarivanjem
Zapamtite najvažnije: 50% uspjeha je ispravan TIG način. Ovisi o tome koliko su vaši napori za odabir elektrode opravdani. No, o tim značajkama ćemo govoriti kasnije. Prvo, razgovarajmo o pripremi metala.
Očistite rubove od prljavštine, boje, ulja i korozije (ako ih ima). Čak i ako vam se čini da rubove nije potrebno čistiti, ipak nemojte zanemariti ovaj korak. Zatim morate odabrati trenutnu snagu. To će odrediti koliko se dobro metal topi. Ispod je tablica s preporukama za postavljanje struje struje.

Zatim morate postaviti polaritet. Ako radite na istosmjernu struju, koristite ravni polaritet. Ako imate AC tig zavarivanje, obrnite polaritet.
Također morate dobro naoštriti elektrodu. Kraj elektrode treba polirati. Ako trebate zavarivati tanki metal, tada se odabiru posebne elektrode, koje se zatim oštre do oštrine. Ako morate zavariti Tig debeli metal, tada možete promijeniti kut oštrenja.
Za paljenje luka možete povući elektrodu po površini metala (metoda udaranja, slično šibicama), možete uključiti TIG lift funkciju koja pojednostavljuje paljenje luka ili koristiti metodu beskontaktnog paljenja . Preporučujemo korištenje treće metode, ali je dostupna samo pri radu sa skupim profesionalnim uređajima.
A sada razgovarajmo malo o opremi koja će vam svakako trebati ako se odlučite baviti ovom vrstom zavarivanja profesionalno. Za početak kupite ili saznajte ima li vaše radno mjesto aparat u kojem su dostupni različiti načini TIG zavarivanja, kabel za spajanje na masu, plinska boca i reduktor. Vrlo je važno.
Također bi bilo lijepo znati koji se plamenik koristi u vašem stroju. Postoje dvije vrste: prva se koristi pri radu s (do 3 milimetra), druga, odnosno za sve ostale metale. Baklja od tankog metala je drugačija mala snaga, tako da je prikladnije raditi s njim, brzo se hladi. Ali plamenik druge vrste treba dodatni sustav hlađenje. Na primjer, sustav vodenog hlađenja, kada je cijev s dovodom hladne vode i alkohola ugrađena u plamenik kako se voda ne bi smrznula kada se rashladni sustav ne koristi duže vrijeme.
Umjesto zaključka
Tig zavarivanje je tehnološka i moderna metoda zavarivanja koja otvara nove mogućnosti i za iskusan majstor. Zavarivanje argonom pomoću volframove elektrode ili žice za punjenje omogućuje zavarivanje različitih vrsta metala, od tankih do debelih. Na raspolaganju Vam je brzo i kvalitetno zavarivanje bakra, aluminija, lijevanog željeza i titana. Više ne morate trošiti puno vremena pokušavajući riješiti sve probleme povezane sa karakteristikama svakog metala.
TIG zavarivanje je izbor profesionalaca u svom poslu. Ova tehnologija je tražena u mnogim područjima ljudske djelatnosti i stalno su potrebni majstori sa poznavanjem ove tehnologije. Primjenom naših preporuka u svom radu, moći ćete započeti zavarivanje i uspješno ga završiti. Ali nemojte tu stati, naučite što više teorije, a zatim je primijenite u praksi. Želimo vam puno sreće u radu!
Zavarivanje argonom (TIG) je uobičajena tehnologija zavarivanja, koja je najbolji način spajanja aluminijskih dijelova i struktura. Zavarivanje ovog metala u normalnim uvjetima je izuzetno problematično, jer kada zagrijani aluminij dođe u kontakt s kisikom, na njegovoj površini se stvara oksidni film koji pogoršava kvalitetu.
TIG zavarivanje aluminija uključuje dovod zaštitnog plina, argona, na točku kontakta između elektrode i metala, čiji tlak istiskuje kisik, što omogućuje spajanje najbolja kvaliteta. Ovaj članak govori o značajkama ove metode, daje upute za njegovu provedbu vlastitim rukama i prikazuje domaći aparat za TIG zavarivanje.
1 Prednosti i nedostaci metode
Zavarivanje argonom, osim za spajanje aluminijskih konstrukcija, također je široko traženo pri radu s drugim metalima, koji uključuju čelik, bakar, lijevano željezo i titan, kao i plemenite legure - zlato i srebro. Ovo zavarivanje argonom je nezamjenjivo u slučajevima kada je potrebno spojiti teško zavarljive metale.
Prednosti ove metode uključuju:
- minimalna zona zagrijavanja dijela, koja vam omogućuje da sačuvate svoj izvorni oblik;
- argon je inertni plin koji ima veću težinu od zraka, što mu omogućuje potpuno istiskivanje kisika iz zone zagrijavanja obratka;
- povećava se toplinska snaga luka pri korištenju argona, zbog čega se povećava brzina rada;
- zavarivanje argonom je prilično jednostavno za implementaciju, učenje procesa ne oduzima puno vremena;
- zavar je uredan i minimalne veličine, ne kvari izgled izratka.
Međutim, tehnologija ima i nedostatke. Ključni je rizik od pogoršanja kvalitete spoja pri radu na propuhu ili vjetru, budući da dio dovedenog argona može biti otpuhan strujom zraka. Također primjećujemo prilično visoku složenost postavljanja opreme za zavarivanje vlastitim rukama i potrebu za dodatnim hlađenjem u načinu rada s lukom visoke temperature.
1.1 Tehnološke značajke
Karakteristična značajka TIG metode je uporaba vatrostalne volframove elektrode - volfram je metal čija je točka taljenja 3410 stupnjeva. U procesu spajanja, stoti dio grama volframa dovoljan je da prodre u šav dug 1 metar, što dovodi do minimalne potrošnje elektroda tijekom rada.
Također se mogu koristiti posebne elektrode izrađene od volframa obložene dopirnim slojem oksida metala rijetkih zemalja, zbog čega dobiva dodatnu temperaturnu stabilnost. Ovi metali uključuju cerij, cirkonij, lantan i itrij.

TIG elektrode su dizajnirane za višekratnu upotrebu. Koji god dodatni materijal odabrali, tijekom procesa zavarivanja on se umeće u keramičku mlaznicu aparata kroz koju se ispuhuje zaštitni plin argon.
U pojednostavljenim crtama, proces je sljedeći: u početku se stroj za zavarivanje spoji na dio i dovede se masa, nakon čega zavarivač uzima plamenik s elektrodom i dodatkom (žicom od aluminija ili posebne legure). ), svjetiljka se uključuje i između vrha volframove elektrode i spojenih dijelova javlja se električni luk. Luk topi žicu za punjenje i rubove spojnih konstrukcija, što dovodi do stvaranja zavara koji nakon skrućivanja postaje čvrst.
Na prvi pogled sve je krajnje jednostavno, ali konačna kvaliteta zavara ovisi o mnogim čimbenicima - snazi, kvaliteti korištene elektrode, stupnju zaštite zone taljenja argonom, iskustvu zavarivača. Zapravo, TIG zavarivanje je hibridna tehnologija koja kombinira metode plinskog i elektrolučnog zavarivanja.
1.2 Oprema za zavarivanje
Zahtjevi za opremu koja se koristi za TIG zavarivanje navedeni su u normativni dokument GOST broj 5.917-17. Prema odredbama norme za izvedbu se trebaju koristiti plamenici tipa RGA. Najčešća 2 modela - RGA-150 i RGA-400.
150. model dizajniran je za struju zavarivanja od 200A, elektroda se prirodno hladi, težina plamenika je 350 grama. Uređaj se proizvodi u različitim modifikacijama s promjerom mlaznice od 0,8 do 3 mm.
Pri korištenju struje zavarivanja od 500 A potrebno je koristiti gorionik RGA-400, čija je težina 625 g. Provodi vodeno hlađenje elektroda, promjer mlaznice je 4-6 mm.
Također postoje zahtjevi za oblik mlaznice plamenika, koja može biti cilindrična, konusna ili profilirana. U pravilu, pri zavarivanju u zatvorenom prostoru koriste se cilindrične mlaznice, pri radu na otvorenom - profilirane mlaznice s velikim izlaznim promjerom. Ako je potrebno raditi na teško dostupnim mjestima, mogu se koristiti izdužene mlaznice.

Kedr TIG 200P - oprema za zavarivanje
Na tržištu postoji veliki broj aparata za TIG zavarivanje. Većina njih je kombinirana i ima mogućnost rada u dva različita načina - argon-lučno (TIG) i ručno lučno (MMA) zavarivanje.
Od uređaja srednje cjenovne kategorije izdvajamo sljedeće uređaje:
- Cedar TIG 200R;
- Resanta SAI 230 AD;
- Svarog TIG 250R.
Što se tiče omjera cijene i kvalitete, o čemu svjedoče recenzije potrošača, najbolja opcija je Cedar TIG 200R, čija je cijena 40 tisuća kuna. Ova jedinica ima snagu od 6,2 kW, raspon radnih struja je od 4 do 200 A. Uređaj radi iz izvora napajanja od 220 V. Promjer TIG elektroda je 1-4 mm, MMA je 1,6-5 mm. U kompletu dolazi argonski plamenik s crijevom od 4 metra.
Sasvim je moguće sastaviti uređaj za argonsko zavarivanje vlastitim rukama. Samostalna jedinica sastojat će se od sljedećih čvorova:
- izvor struje - prikladan je konvencionalni uređaj za elektrolučno zavarivanje s izmjeničnom ili istosmjernom strujom;
- cilindar s argonom, idealno s ugrađenim manometrom;
- plinski reduktor i ventil;
- plamenik argona (prodaje se zasebno u specijaliziranim prodavaonicama);
- oscilator.
Ključna komponenta po važnosti je - ovo je uređaj koji je neophodan za beskontaktno paljenje luka. Zbog činjenice da se paljenje kod TIG zavarivanja ne može izvesti dodirivanjem elektrode na površinu na koju se nanosi masa, visokonaponski naboj (snage od 4 do 8 kW) koji se probija kroz lučni međuprostor mora se generirati pomoću oscilator.
1.3 Značajke TIG zavarivanja (video)
2 DIY TIG tehnologija zavarivanja
Ključ pravilne primjene TIG metode je pravilno odabran način zavarivanja. Potrebno je odabrati način rada na temelju debljine površina koje se zavaruju. Predstavljamo vam normativnu referentnu tablicu.
| Debljina obradaka koji se zavaruju, mm | Struja zavarivanja, A | Promjer, mm | Brzina zavarivanja, m/h | Potrošnja argona, l/min | |
| Elektroda | Aditivne žice | ||||
| 1 | 40-60 | 1,5-2 | 1,6 | 12 | 5-6 |
| 2 | 80-100 | 2-3 | 2 | 10 | 6-9 |
| 3 | 140-160 | 4 | 2 | 8 | 10-12 |
| 4 | 180-200 | 5 | 2-2,4 | 7 | 10-12 |
| 5-6 | 200-240 | 5-6 | 2,4-3 | 6 | 14-15 |
| 8-12 | 280-320 | 8-10 | 3-4 | 5-4 | 22-23 |
Zavarivanje argonskim lukom "uradi sam" prilično je teško izvesti, kako biste implementirali tehnologiju, slijedite sljedeće preporuke:
- Elektroda se mora držati što je moguće bliže spojnim površinama kako bi se osigurao najkraći luk - s povećanjem duljine, širina zavara će se povećati i, kao rezultat, pouzdanost i kvaliteta spoja.
- U procesu izrade šava, plamenik se mora kretati duž svoje osi, poprečni pokreti nisu dopušteni. Zbog ove orijentacije osigurava estetski šav minimalne debljine.
- Kako bi se spriječilo zasićenje zone zavarivanja kisikom, potrebno je strogo paziti da žica za punjenje i elektroda ne napuštaju područje dovoda zaštitnog plina.
- Žicu treba unositi izuzetno glatko, s oštrim pomakom, postoji veliki rizik od prskanja metala.
- Žica za punjenje mora biti postavljena ispred plamenika, pod kutom u odnosu na spojne površine, kako bi se spriječile poprečne vibracije.
- U pripremnoj fazi potrebno je odmastiti površine koje se spajaju i očistiti ih od oksida i onečišćenja.


