Metallosade keevitamise teel ühendamise avastamise ülimuslikkus kuulub vene teadlasele Bernadosele, kes avastas selle meetodi 19. sajandi 80ndatel. Aja jooksul on välja töötatud erinevaid seadmeid ja tehnikaid erinevate materjalide keevitamiseks. Üks neist meetoditest on tig-keetmine.
Artiklist saate teada, mis see keevitusmasinate funktsioon on ja milleks kasutatakse inverter-tig-keevitust.
Kui tavalist konstruktsiooniterast saab ühendada tavapärase kaarkeevitusega, siis värviliste metallide puhul on vaja eraldi protsesse.
Tig-keevitus on tehnoloogia, mis võimaldab alumiiniumdetaile ilma probleemideta ühendada. Kogu protsess toimub argooni kaitsvas atmosfääris. Kui kasutate tavalist meetodit ilma gaasita, osutub õmblus halva kvaliteediga. Asi on selles, et kuumutatud alumiiniumi kokkupuutel õhuga tekib oksiid, mis katab ristmiku. Selle metalli oksiidkilel on kõrgem sulamistemperatuur (2000° versus 650 puhta alumiiniumi puhul).
Argooni kasutavad seadmed pakuvad õige protsess ja kvaliteet keevitusõmblus. Inertgaas tõrjub hapnikku etteande ajal välja ja sulaalumiinium on kokkupuutepunktis kindlalt seotud. Sel juhul kasutatakse volframist mittetarbitavaid elektroode.
TIG-keevitus inverteriga
Tig-inverter on ehitatud voolu muundamisele vastavalt AC-DC-kõrgsageduslikule vahelduvvooluahelale. See tähendab, et erinevalt trafo näidistest toimub keevitusprotsess kõrgema sageduse tõttu.

Võrk saab vahelduvvoolu sagedusega 50 Hz. Inverteri väljund annab 50 kHz. Samal ajal tõuseb seadme efektiivsus 90% -ni.
Aga kui tavalise inverteriga on kõik selge, siis kuidas keevitatakse tig-keevitusinverteriga?
Sellise funktsiooni olemasolu seadmes annab võimaluse ühendada põleti konstruktsioonis argooni (või heeliumi) toitevoolikutega.
Tig-inverteri abil on inertgaasi keskkonnas võimalik keevitada terast alalisvooluga ja alumiiniumi sulamitega vahelduvvooluga.
Kuidas valmistada TIG-meetodil inverterit
Nagu eespool mainitud, peate arvestama kahe teguriga:
- Seadistage masin uuesti nõutavale voolule olenevalt küpsetatavast materjalist.
- Ühendage argoonkaare keevitamise seadmed (gaasivarustus ja põleti).
Veenduge, et seade oleks nõutava voolu jaoks ümber seadistatud.
Pärast voolu seadistamist ja seadmete ühendamist peate reguleerima gaasivarustuse mahtu põletil asuva ventiiliga.
Järgmisena peate süütama kaare ja alustama keevitamist, liigutades põletit soovitud suunas. Õmbluse läbimisel tuleb lisada täitematerjali. See parandab kvaliteeti keevisliide. Kui lisate palju lisandeid, määrdub volframelektrood ja õmblus kaotab tugevuse.
Lisandit kasutades ei saa seda keevisvanni keskele lisada, kergete puudutustega kantakse materjal elektroodi liikumissuunas servale. Alumiiniumi keevitamisel on vaja lisandeid, et õmblustesse ei tekiks pragusid.
Keevisõmbluse läbiviimisel tuleb põletit vertikaali suhtes umbes 15-20 kraadi kallutada. See võimaldab näha kogu protsessi ja juhtida keevisvanni ning mis kõige tähtsam – moodustub kvaliteetne ühendus. Õige kalde ja liikumiskiiruse korral osutub õmblus kergelt laineliseks.
Kuid need on vaid põhitõed. Kui soovite õppida tig-keevitusinverteri kasutamist, on kõige parem võtta ühendust professionaalse keevitajaga.
Inverterite tüübid
Esiteks tasub koduseks kasutamiseks mõeldud seadme valimisel arvestada, et neid on kolme klassi:
- Tööstuslik.
- Professionaalne.
- Majapidamine.
Kui kodus keevitustöökoda avada ei ole plaanis, siis aeg-ajalt piisab ka lihtsast. kodumasin. Nende erinevus seisneb peamiselt tööde kestuses ja loomulikult hinnas.
Teiseks, inverteri valimisel pöörake tähelepanu funktsioonidele, need on tavaliselt tähistatud märgistega: MMA, MIG-MAG, TIG.
- MMA on tavaline kaarkeevitus, kasutades elektroode.
- TIG - keevitamine kaitsegaaside abil.
- MIG-MAG - poolautomaatne traatkeevitus argoonis.
On olemas keevitusinverterid, mis ühendavad kõik need neli funktsiooni ühes masinas. Loomulikult maksavad need rohkem. Peaksite otsustama, mida majapidamises rohkem vaja läheb. Tavaliselt piisab kahest režiimist MMA ja TIG.
Tootjad keevitusinverterid suur hulk neist on tuntud Tesla ja Kaiser ehk kodumaised kaubamärgid Svarog ja kõige odavamad Hiina omad, mida on palju.
TIG-keevituse eelised ja puudused
Inverter-tig-keevitusmasinal, nagu igal teisel, on oma positiivsed ja negatiivsed punktid.
| plussid | Miinused |
|---|---|
| Töötamise ajal väike kütteala, säilitab osade esialgse kuju ja parameetrid | Kogemusteta on keeruline seadistada |
| Kaitsekeskkond tagab parema keevitusõmbluse | Tundlik tugeva tuule ja tuuletõmbuse suhtes |
| Kasutades inverterit tig-keevitamiseks, saate kogu protsessi kiirendada, kuna argoon suurendab kaare võimsust | Nagu iga teine tig-funktsiooniga koduinverter, on see tundlik madalate temperatuuride suhtes. |
| TIG-keevitusinverterite kasutuslihtsus muudab töövoo õppimise lihtsaks | |
| Keevitusõmblus osutub väga korralikuks ja väikeseks, mis ei riku osade välimust. |
Kuid selliste puuduste korral on inverter-tig-keevitusmasina kasutamisel rohkem eeliseid. Kümme aastat tagasi tuli värviliste metallide keevitamiseks otsida spetsialist, mis ei olnud alati võimalik. Tänapäeval on paljud selliste seadmete näidised taskukohase hinnaga kogu protsessi lihtsustanud. Ja pealegi on isegi algaja võimeline kiiresti ja väga lühikese ajaga selgeks õppima, kuidas argoonikeskkonnas keevitada.
Tig-funktsiooniga inverteril on veel üks tohutu eelis – kompaktsus.
Kuid pärast selliste seadmete ostmist tasub kaaluda, kas seda on üldse vaja. Enamik odavaid mudeleid on märgistatud tig, samas kui need ei võimalda teil tarnitud voolu muuta. See tähendab, et saate tig-funktsiooniga inverteri, mis keevitab alalisvoolul ainult konstruktsiooniterast jne. tehnoloogiline protsess tavaline MMA-keevitus annab üsna hea tulemuse.
Tõeliselt mitmekülgsete omadustega keevitusmasinad on palju kallimad, kuid sellega tuleb ka arvestada lisakulutused materjalidel: volfram, gaas ja lisandid. Näiteks kui seadet on vaja ainult panni keetmiseks, on lihtsam osta uus - see on odavam. Head keevitusinverterit läheb vaja siis, kui kavatsete arendada tõsist tööd erinevate metallidega.
Ja veel üks asi - see on poolautomaatne keevitamine argooni keskkonnas. Suurepärane valik, kui teil on vaja teha tõeliselt delikaatset tööd. Sellised seadmed võimaldavad keevitada õhukeseseinalisi osi ilma nende põletamise ohuta. Asendamatu auto remondiks.
Ja mida te sellest arvate, jagage oma kogemusi tig-funktsiooniga keevitusinverterite valimisel selle artikli kommentaarides. Kui otstarbekas on selliste inverterite kasutamine majapidamises ja kui kalliks läheb kvaliteetse seadme soetamine koos kõige vajalikuga tarbekaubad? Ja millised on parimad tig inverter tüüpi keevitusmasinad, mida endale osta.
Argoonkaarkeevitust (TIG) kasutatakse kõige sagedamini seal, kus välimus keevitada või kus keevitavad metallid on õhukesed ja vajalik on kaare parameetrite täpne juhtimine. Argooni kaarkeevitus võimaldab keevitada alumiiniumi, vaske ja muid värvilisi metalle. Argoonkaarega keevitusmasina valimine on üsna lihtne, kui teate, milliseid kriteeriume tuleks järgida.
TIG-keevitusmeetod, milles kasutatakse volframelektroodi argoonikeskkonnas, on väga täpne keevitusmeetod, mis annab puhta ja korraliku õmbluse ilma metallipritsmete ja suitsuta. Argoonkaarkeevitus on populaarne autorestauraatorite, kodumeistrite seas ning seda kasutavad metalliskulptorid.
TIG meetodil keevitatakse õhukesi roostevabast terasest detaile, kroom-molübdeentorusid, alumiiniumist ja vasest detaile. Need materjalid nõuavad kaare väga täpset juhtimist, kuna ülekuumenemisel osa kõverdub või põleb läbi. Sellisteks ülesanneteks sobivad kõige paremini TIG-keevitusmasinad, mis tekitavad madalal voolutugevusel stabiilse kaare.
TIG-keevitusmasinad, kuidas valida
Argoonkaarega keevitusmasina valimisel tuleks järgida järgmisi kriteeriume:
Praegune vahemik
TIG-keevitusseadme valimisel tuleks erilist tähelepanu pöörata voolutugevuse vahemikule. Mida laiem on töövoolu vahemik, seda parem. Kitsa ulatusega masin piirab oluliselt teie võimet keevitada erinevaid materjale. Keevitusmasin võimsusega 5–230 amprit keevitab 0,6 mm paksust roostevaba terast ja 6,3 mm paksust alumiiniumi.
Alumiiniumdetailide keevitamine nõuab suuremat töövoolu kui roostevaba terase keevitamine. 200-amprise töövõimsusega keevitusmasin piirab teie võimet keevitada alumiiniumlehti paksusega 3,2–4,8 millimeetrit. Seega, mida laiem on keevitusmasina töövoolu vahemik, seda rohkem erinevaid ülesandeid võimaldab see lahendada.

Väikseim töövool
Argoonkaarega keevitusmasinat valides tuleks tähelepanu pöörata ka kaare stabiilsusele alla 10 amprise voolutugevuse juures. Sellest sõltub kaare moodustamise lihtsus ja hea kaare juhtimine. Õhukeste metallilehtede keevitamiseks kasutatakse sageli volframelektroodiga keevitamist. Sel juhul on parem, kui kaar moodustatakse ilma kõrgeid sagedusi või kuumkäivitust kasutamata.
Mõned keevitusmasinad on varustatud kaare moodustumise hõlbustamise funktsiooniga - kuumkäivitus. Kuumkäivituse korral rakendatakse kaare käivitamiseks elektroodile mõneks millisekundiks suuremat voolu. Kuumkäivituse korral on õhukeste lehtede keevitamisel oht põletada auk. Lisaks ei taga kuumkäivitus kaare stabiilsust keevitusprotsessi ajal ega võimalda keevitajal kaaret täpselt juhtida.
Keevituskaare stabiilsus on oluline mitte ainult kaare tekkimise, vaid ka keevitusprotsessi kui terviku kvaliteedi jaoks. Näiteks paadimootori sõukruvi parandamisel on vaja keevitada kiilu. Sellisel juhul on väga oluline materjalis auku mitte põletada ja on äärmiselt ebamugav töötada, kui kaar kogu aeg hüppab.
Keevisõmbluse lõpetamisel on oluline ka keevituskaare stabiilsus. TIG-keevitamisel vähendatakse tavaliselt keevisõmbluse lõpus voolutugevust, et täita keevisõmbluse lõpus olev õõnsus.
Alumiiniumi keevitamisel võib keevisõmbluse lõpus olev suur õõnsus detaili jahtudes tekitada materjalis pragusid. Keevituskaare hea juhtimine töövoolu sujuva vähenemisega hoiab ära suure õõnsuse tekkimise keevisõmbluse lõpus ja aitab kaasa keevisvanni (sulametalli ala) sujuvamale jahtumisele. Mõned TIG-keevitusmasinad on varustatud elektroonikaga, mis tagab keevituskaare stabiilse alguse madala töövoolu korral ja voolu sujuva vähenemise keevisõmbluse lõpus nii vahelduv- kui alalisvoolu korral.

Vahelduv- ja alalisvoolu keevitusvool
Kui plaanite keevitada rohkem kui ainult terast ja roostevaba terast, peab keevitusmasin suutma keevitada nii vahelduv- kui alalisvooluga. Vahelduvvoolu kasutatakse iseoksüdeeruvate metallide, näiteks alumiiniumi ja magneesiumisulamite keevitamisel. Alalisvoolu keetmine terasest, roostevabast terasest ja vasest.
Vahelduvvooluga keevitamisel muutub vool pidevalt positiivsest negatiivseks. Alumiiniumi keetmisel puhastatakse metalli pind positiivse vooluga oksiididest ja sulamine toimub negatiivse vooluga.
TIG-keevitusmasina valimisel pöörake tähelepanu võimalusele reguleerida positiivse ja negatiivse töövoolu tasakaalu. See võimaldab teil muuta keevitusaega teatud polaarsusega vooluga. Teisisõnu, see võimaldab teil kontrollida deoksüdatsiooni- ja sulamisaega. Mitte kõik seadmed tarbijaturg võimaldab teil seda seadet juhtida.
Kasutusmugavus
Argooni kaarkeevitus nõuab keevitaja üsna kõrget kvalifikatsiooni. Head keevitusmasinat on lihtne kasutada ja sellel on selged juhtnupud. Kulumiskindel metallist pedaal töövoolu tugevuse juhtimiseks hõlbustab oluliselt keevitusprotsessi ja võimaldab teil täpselt suurendada või vähendada tööjõud voolu vastavalt vajadusele. Voolutugevuse reguleerimispedaal on alumiiniumi keevitamise kohustuslik tarvik. Külma alumiiniumi keevitamiseks on vaja rohkem ampreid. Alumiinium kuumeneb aga keevitamise käigus üsna kiiresti.
Jalapedaal võimaldab alumiiniumi kuumenemisel voolutugevust vähendada. See võimaldab säilitada elektroodi head kiirust ja võimaldab saada püsiva profiiliga kvaliteetse keevisõmbluse. Pedaal võimaldab sujuvalt vähendada voolu keevisõmbluse lõpus, mis tagab õõnsuse õige täitmise keevisõmbluse lõpus. Turul on ka käsitsi töötavaid vooluregulaatoreid. Neid on aga mugav kasutada nagu ilma gaasipedaalita autot.

Millele veel tähelepanu pöörata
TIG-keevitusmasinad on varustatud ventilaatoritega jahutamiseks. Samal ajal võib ventilaator elektroonika kuumenemisel pidevalt töötada või temperatuurianduri järgi sisse lülitada. Pidevalt töötav ventilaator tõmbab sisse tolmu ja mustuse, mis lühendab keevitusmasina eluiga. Temperatuuri muudab omakorda ventilaator, mis kuumutamisel sisse lülitub sisekeskkond seade kuumalt külmaks, mis on ka elektroonikakomponentide jaoks stressirohke. Ideaalis peaks ventilaator plaate jahutama ainult siis, kui see on hädavajalik.
Mõned keevitusmasinad lülitavad ventilaatori sisse, kui keevituskaar ja ventilaator töötab mitu minutit pärast keevitamise lõpetamist. See vähendab sisseimetud tolmu hulka, kuna ventilaator lülitub vajadusel sisse. Samas ei muuda selline süsteem seadme sisetemperatuuri kuigi palju.
Asenduspõleti
Mõnikord on volframelektroodiga keevitamise käigus vaja põleti raskesti ligipääsetavas kohas keevitamiseks vahetada kergema või pikema vastu. Mõned keevitusmasinad on varustatud asendamatu põletiga. Kui sellise seadme põleti on muutunud kasutuskõlbmatuks, tuleb selle asendamiseks võtta ühendust teeninduskeskusega.
Kõigi viiside hulgas käsitsi keevitamine Tänapäeval eksisteerivat keevitamist argoonikeskkonnas ehk TIG-d peetakse kõige mitmekülgsemaks. Inertgaasi keskkonnas keevitamine võimaldab saavutada kvaliteetse keevisõmbluse, isoleerides keevisvanni täielikult õhuhapnikust, nii et saab keevitada metalle, nagu magneesiumi- ja titaanisulamid ning alumiinium, kuigi neid peetakse väga aktiivseteks.
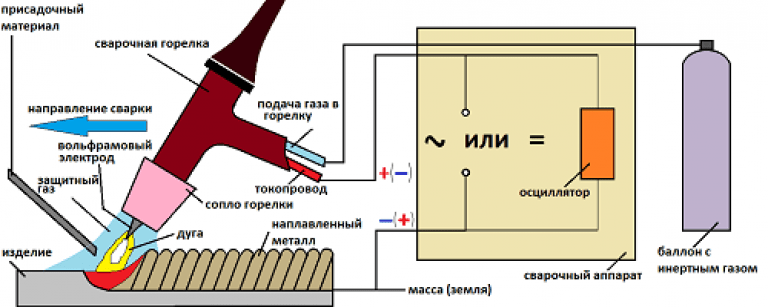
Argoonkeevituse tööpõhimõte
TIG-keevituse tööpõhimõte seisneb keevituskoha kuumutamises tulekindla volframelektroodiga tekitatava elektrikaarega.
Argoonpõletite tugeva kuumutamise tõttu töö ajal kasutavad nad vesijahutussüsteemi. Elektrikaar ei sulata mitte ainult keevitatavate detailide liitekohti, vaid ka keevitustsooni söödetud täitetraadi. Traadi etteandmist saab läbi viia nii mehaaniliselt kui ka käsitsi. Keevituskoht on õhuhapniku eest kaitstud inertgaasidega ja enamikul juhtudel kasutatakse argooni ja seetõttu seda liiki keevitust nimetatakse argoonkaareks ja selle teostamiseks kasutatavaid invertereid TIG-keevitusmasinateks.
Argoonkaarega keevitamise omadused
TIG-keevitus ühendab endas teiste keevitusviiside eelised: poolautomaatsele keevitamisele iseloomulik õmbluse järjepidevus ja puhtus, võime töötada sügava läbitungimisega suurte voolude juures, mille jaoks kasutatakse käsitsi kaarkeevitust, kasutades tükeldavaid elektroode. Kuna kaar moodustub keevisbasseini tarnitava metalli osaluseta, on õmbluse kvaliteeti palju lihtsam kontrollida: TIG-keevitusmasinaga tehtud õmblust ei saa segi ajada ühegi teisega.
Inertses atmosfääris keevitamine toimub mis tahes metallil, erinevad ainult täitematerjal ja vooluomadused.

TIG inverterite ehitus
TIG keevitamiseks mõeldud TIG koosneb põletist ja keevitusjõuallikast.
Kaare süttimise ja selle kindlaksmääratud parameetritega säilitamise tagab keevitusvoolu allikas. TIG-keevitusmasinaga saab keevitada väga erinevaid materjale, kuid see nõuab erinevat reguleerimist ja seetõttu kasutatakse tänapäeval kombineeritud väljundiga pooljuhtinverterite kombineeritud mudeleid:
- TIG DC režiim on mõeldud vasesulamite ja roostevaba terase keevitamiseks;
- TIG AC režiim - magneesiumi ja alumiiniumi keevitamiseks;
- Katkendvooluga impulssrežiimi kasutatakse väikese paksusega detailide keevitamiseks.
Selliste seadmete disain on väga lähedane käsitsi kaarkeevitusseadmetele, mis toob kaasa kombineeritud MIG TIG MMA keevitusmasinate ilmumise, milles keevitustüüpi muudetakse pärast keevituspõleti asendamist hoidikuga.
Keevitamise tüübid
Tööstuslikes ja kodutingimustes kasutatakse laialdaselt elektrikaarkeevitusseadmeid, mis erinevad töös kasutatava tehnoloogia tüübi ja keevitamise tüübi poolest.

MMA keevitamine
Malmist, roostevabast terasest ja lihtterasest detailide kõige lihtsam ja levinum keevitamise meetod on käsitsi kaarkeevitus, kasutades kaetud elektroode. Sellise keevitamise tööpõhimõte seisneb selles, et detailide servade ja elektroodi vahel süttib elektrikaar, mis sulatab keevitatava metalli. Sel juhul kasutatakse elektroodi materjali lisandina, mis võimaldab moodustada õmbluse. Selle kate tagab stabiilse kaarepõlemise ja moodustab räbukaitsekatte, mis on pärast pindade jahtumist kergesti eemaldatav.
TIG-keevitus
Argoon-kaarkeevitus, mida kasutatakse terase ja värviliste metallide - niklisulamid, alumiinium ja vask - töötamisel. Seda tüüpi keevitamise eeliseks on räbu ja kvaliteetse õmbluse puudumine, puuduseks töö aeglane kiirus. Alumiiniumi ja selle sulamitega töötamisel alternatiivseid viise keevitust pole. TIG-keevitusmasinad kasutavad volframist mittekulukaid elektroode, millel on automaatne või käsitsi täitematerjali etteandmine traadi kujul.

MIG-keevitus
Traati kasutatakse lisandina ja elektroodina samaaegselt ja juures poolautomaatne keevitamine MIG. Seda tüüpi keevitusega saab reguleerida mitmesuguseid parameetreid: traadi etteande kiirus, gaasisegu tüüp, töövool ja muud. kasutatakse peamiselt keretöödel, moodustades täiuslikud õmblused.
SAW keevitamine
Võrreldes avatud kaarmasinatega on SAW-keevitusel ehk sukelkaarkeevitusel suurem tootlikkus. Protsess on täielikult automatiseeritud, moodustab kvaliteetse õmbluse ja kulutab säästlikult täitetraati. Kaar põleb paksu pulbrikihi – räbusti – all, et keevitaja saaks töötada ilma erikaitseta
Lõikamine CUT
Õhkleeklõikus on üks keevitustüüpe, mida kasutatakse väikese paksusega toodetega töötamisel. Sellise lõikamise inverterid on kompaktsete mõõtmetega, mistõttu peetakse seda meetodit üheks kõige levinumaks tööstuses ja igapäevaelus.

Keevitusinverterite tüübid
TIG-keevitusmasinate kättesaadavus on tingitud Hiina tootjate dumpingust ja jõuelektroonika kulude vähenemisest, mille tõttu on keevitusseadmete kauplustes lai valik invertereid.
Aurora PRO INTER
Keevitusmasin MMA + TIG, toodetud Vene-Hiina ettevõtte "Aurora" poolt. See võib kasutada nii kaitsekattega elektroode kui ka mittetarbitavaid elektroode. Kergsulamite keevitamiseks on vaja kasutada välist ostsillaatorit, kuna inverter töötab ainult alalisvooluga. Keevitusmasin võib töötada ruumides, kus elektrijuhtmestik on kehv, kuna võimsus on 4,5 kW. Samal ajal on praegune reguleerimisvahemik 10 kuni 200 A, mis võimaldab töötada õhukese seinaga ja massiivsete osadega. Avatud ahela pinge on üsna kõrge - 60 V. Seadme kõrgsageduslik süüteahel muudab sellega töötamise lihtsamaks, kuna elektroodi kleepumine puudub peaaegu täielikult. TIG 200 on oma madala hinna ja hea jõudluse tõttu suurepärane võimalus argoonkeevituse õppimiseks.

"Svarog" TIG 160
Keevitusmasin TIG AC/DC "Svarog" eristub oma väiksuse ja suhteliselt madala maksimaalse vooluga 160 A, kuid samas on sellel pika koormuse võimalus (vastavalt lisatud passile - PV 60%) ning multifunktsionaalsus. Väljundvõimsusastme kasutegur on 85%, mis vähendab voolutarbimist 2,7 kW-ni. Vahelduv- ja alalisvoolu keevitusrežiimid on hõlpsasti vahetatavad, TIG AC režiimis on võimalik reguleerida polaarsuse tasakaalu ning reguleerida lõpliku ja esialgse gaasivarustuse aega. Mugavuse huvides saate ühendada jalgpedaali. Selliste funktsioonide ja omaduste jaoks on selle maksumus 44 500 rubla väga vastuvõetav.
PV - elektrikaare maksimaalne põlemisaeg võrreldes aeg kokku inverteri töö. Selle masina puhul tähendab 60% töötsükkel seda, et iga kuue minuti pideva töötamise kohta tuleb teha vähemalt 4-minutiline paus.

"Svarog" TECH TIG
Täisfunktsionaalne TIG 200 AC/DC keevitusmasin kolme töörežiimiga (AC, DC ja Impulss), maksimaalne vool 200A ja suur hulk seadistusi. Seadme seadistusi reguleerivad 9 nuppu, mida hindavad professionaalsed keevitajad. See inverter on remonditöökodades ja autoremonditöökodades väga populaarne.
Argooni keevitamine kodus
Argooni keevitamiseks töökoha ettevalmistamisel tuleb arvestada mitmete reeglitega:
- Hoolimata asjaolust, et argoonkeevituse kahjulikkus on mitu korda väiksem kui käsitsi kaarkeevitamisel, on vaja kasutada kaitset: vajate keevitusmaski, retuusid ja hommikumantlit. Kaasaegne kaitsemaskid"Chameleon" on väga lihtne kasutada, kuid samas on neil oma miinus - väiksem vaatenurk tänu paiknevale fotosilmale. Ruumis peaks olema hea ventilatsioon, ideaaljuhul sunnitud tõmbetuul.
- Tuleohtlikud ained ja materjalid ei tohiks asuda töökoha vahetus läheduses. Süsinikdioksiidi tulekustuti peab olema käepärast. Pulbri analooge on parem mitte kasutada. Vaatamata nende tõhususele on nende kasutamise käigus tekkinud pulbrit väga raske eemaldada ja seetõttu võib keevitusseade kahjustada saada.
- Inverteri ventilatsiooniavasid ei tohi ummistada võõrkehad.
Sõltuvalt detailide materjalist ja paksusest valitakse keevitusvool ja kasutatavate elektroodide paksus. Näiteks alumiiniumisulamite puhul peaks keevitusvool olema 180-250 A elektroodi läbimõõduga 4-5 mm. See režiim võimaldab teil töötada 3 mm paksuste osadega. Õhemad elemendid keevitatakse impulssrežiimis. Võrreldes tööga argooni-heeliumi seguga, on puhtas argoonis töötamisel vool 10-20% suurem.

Keevitusprotsessi lihtsamaks juhtimiseks hoitakse elektroodi liikumissuuna suhtes väikese nurga all, samal ajal kui lisaainet juhitakse elektroodiga rangelt risti. Tugeva ja ilusa õmbluse saad, kui lati ette söödetakse kindlas asendis.
Gaasi eelvoolu aeg on TIG-inverteri üks olulisi seadistusi. Maksimaalne aeg- kuni 2 sekundit - seadistatakse alumiiniumi, titaani ja töötamisel Seda tehakse nii, et inertgaas kataks täielikult süttimiskoha, vastasel juhul võib metall hapnikuga kokkupuutel õõnsuse moodustumisega süttida. Keevitatava metalli keemiline aktiivsus mõjutab ka gaasi väljalülitamise viivitust: pärast kaare väljalülitamist hoitakse põletit määratud aja jooksul keevisõmbluse kohal, et kaitsta tekkinud õmblust.
Argoonkeevitus on üks enim nõutud keevitusprotsesse. Taskukohased hinnad TIG MIG keevitusmasinatel võimaldab teil selliseid seadmeid isiklikuks kasutamiseks osta. Suur nõudlus argoonkeevituse järele, inverterite jõudlus ja efektiivsus maksavad kiiresti tagasi kõik sellise seadme ostukulud.
TIG-keevitus (või lihtsalt TIG-keevitus) on professionaalsete keevitajate seas väga populaarne. Seda kasutatakse laialdaselt mitte ainult suured tööstused, aga ka väikestes töökodades, näiteks autoteenindustes. Kõik sõltub selle tehnoloogia mitmekülgsusest: saate hõlpsalt keevitada nii õhukese esteetilise õmbluse kui ka osade paksud liitekohad täielikult sulatada. Samuti ei karda sa keevitada vaske, või. Kuid mitte kõik pole nii lihtne. Sellel tehnoloogial on mitmeid nüansse, mida tuleb enne keevitamist arvestada.
Selles artiklis räägime teile üksikasjalikult, mis on argoon-kaarkeevitus, millised eelised ja puudused sellel tehnoloogial on, kuidas tig-keevitust õigesti keevitada ja milliseid seadmeid on tööks vaja.
Mis on automaatne TIG-keevitus või käsitsi TIG-keevitus? Alustame akronüümist endast. TIG tähistab "tungsten –Inertgasschweißen" (kohandatav tõlge sõnast "volframkaitse inertgaas"). See lühend on olemus seda meetodit keevitamine: töös kasutatakse volframelektroodi ja kaitseelektroode.

Volframelektrood on TIG-keevituse põhikomponent. Sellel on ainulaadsed omadused: see sulab suhteliselt madalal temperatuuril (umbes 3500 kraadi Celsiuse järgi), nii et seda saab probleemideta kasutada igat tüüpi ja. Sel juhul on "sulamine" nominaalne. Elektroodi ennast peetakse mittetarbitavaks, mis tähendab, et seda tuleb perioodiliselt teritada, et kaar oleks stabiilne ja kergemini juhitav. Varras ise on fikseeritud põletisse ja elektroodi pikkuse pärast pole vaja muretseda, kuna kasutamata pikkus on spetsiaalses korgis.
Põleti otsas on otsik, milles hoitakse elektroodi, ja spetsiaalse nupu abil juhitakse põleti ümber kaitsegaas. Enamasti kasutatakse kaitsena gaasi. Kui argooni ei kasutata, siseneb hapnik keevisvanni ja kvaliteet on ebarahuldav. Ühendus on poorne ja habras, pragude teke pole välistatud. Kõik need probleemid ja takistab gaasi.
Tuleb valgustada. See sulatab eelnevalt lõigatud servad. Kui osad on võimalik paigutada üksteisele võimalikult lähedale, siis on see hea. Õmblus on väga usaldusväärne ja tihe. Kui on tööd tühikutega või on vaja keevitada ülitugev õmblus, mis talub olulisi mehaanilisi koormusi, siis keevitajad kasutavad täitetraati.
Täitematerjaliks peab olema traat, mis on valmistatud samast metallist, mida keevitatakse. Selle tehnoloogia abil saate hõlpsalt, millega algajatel on tavaliselt palju probleeme. Kõrgel temperatuuril tekib alumiiniumpinnale oksiidkile, mis takistab kvaliteetse keevisõmbluse teket. Halvimal juhul ei võimalda kile lihtsalt keevisvanni teha ja õmblust juhtida. TIG-keevitus lahendab selle probleemi, kuna kaitsegaas takistab kile teket metallpinnale.
Rakendus
TIG-keevitus puhumisega on levinud ka seetõttu, et kaare temperatuur on üsna kõrge. Tänu sellele funktsioonile saab keevitaja ühendada nii süsinikterasest kui. Samal ajal on õmbluse kvaliteet korralikul tasemel. Saate töötada alumiiniumi ja selle sulamite, titaani ja muude metallidega. Roostevaba terase tig-keevitamisel on õmblused eriti esteetilised. Õmblus osutub kohe puhtaks, seda ei pea puhastama ega pritsima.

Kõik need TIG-keevituse eelised võimaldavad seda tehnoloogiat kasutada suurte autokontsernide tehastes, toiduainetööstuses, keemia- ja naftarafineerimistööstuses, paljudes eraautoteenindustes ja -jaamades. Hooldus autod.
Eelised
Lisaks kõigile ülaltoodud eelistele on mitmeid muid eeliseid, mida ei saa tähelepanuta jätta. Kõik need hõlmavad loomulikult volframvardade ja inertgaaside kasutamist. Seega plussid:
- Vaatamata kõrgele temperatuurile on metalli minimaalne deformatsioon keevitamise ajal kitsast kuumutustsoonist tingitud.
- Gaas argoon on hapnikust raskem, mistõttu õhk väljub keevitustsoonist vabalt.
- Töö tehakse kiiresti, seda pole raske õppida, keevitamisega saab hakkama ka kõrge kvalifikatsioonita meister.
- see osutub väga korralikuks ja ühtlaseks, see ei nõua mehaaniline taastamineõmblus.
- Saate keevitada paljusid metalle, sealhulgas probleemseid (nt alumiiniumi).
- Oluliselt väiksem negatiivne mõju keskkonnale.
Puudused
Argooni keevitamine sobib kõigile, kuid meie artikkel on objektiivne, nii et räägime miinustest:
- Tuulise ilmaga on vabas õhus keevitamine keeruline, kuna gaas puhutakse sõna otseses mõttes keevitustsoonist välja (probleem lahendatakse tuulekaitsete paigaldamisega, kuid gaasi tarbimine suureneb oluliselt).
- Erinevalt teistest keevitusviisidest nõuab tig-keevitus hoolikat tööd. Servad peavad olema puhastatud, õli ja mustuse jälgi ei tohi olla, pinnad tuleb rasvatustada. Kui te seda etappi ignoreerite, osutub õmblus poorseks ja halva kvaliteediga.
- Põleti on konstrueeritud nii, et raskesti ligipääsetavas kohas töötamine võib muutuda tõeliseks probleemiks. Meistrid pakuvad varda ulatuse suurendamist või elektroodi lõikamist, kuid see kõik toob kaasa ülekuumenemise või muid probleeme.
- Kui kasutate oma seadmes "TIG lift" funktsiooni, süütades kaare väljaspool keevitustsooni, võivad metallpinnale tekkida jäljed, mis tuleb seejärel puhastada. Kuid see on pigem miinus, mis on seotud keevitaja kogenematusega.
Kuidas valmistada TIG-keevitusega
Pidage meeles kõige olulisemat: 50% edust on õige TIG-režiim. See sõltub sellest, kui õigustatud on teie jõupingutused elektroodi valimiseks. Kuid nendest funktsioonidest räägime hiljem. Esiteks räägime metalli ettevalmistamisest.
Puhastage servad mustusest, värvist, õlist ja korrosioonist (kui on). Isegi kui teile tundub, et servi pole vaja puhastada, ärge jätke seda sammu tähelepanuta. Seejärel peate valima praeguse tugevuse. See määrab, kui hästi metall sulab. Allpool on tabel soovitustega voolutugevuse seadistamiseks.

Seejärel peate määrama polaarsuse. Kui töötate alalisvooluga, kasutage sirget polaarsust. Kui teil on vahelduvvoolu tig-keevitus, siis vastavalt vastupidine polaarsus.
Samuti peate elektroodi hästi teritama. Elektroodi ots tuleb poleerida. Kui teil on vaja keevitada õhukest metalli, siis valitakse selleks spetsiaalsed elektroodid, mis seejärel teritatakse teravaks. Kui peate keevitama Tigi paksu metalli, saate teritusnurka muuta.
Kaare süütamiseks võite tõmmata elektroodi metalli pinnale (löögimeetod, sarnane tikkudega), saate sisse lülitada TIG lifti funktsiooni, mis lihtsustab kaare süttimist või kasutada kontaktivaba süüte meetodit. . Soovitame kasutada kolmandat meetodit, kuid see on saadaval ainult kallite professionaalsete seadmetega töötamisel.
Ja nüüd räägime veidi seadmetest, mida kindlasti vajate, kui otsustate seda tüüpi keevitusega professionaalselt tegeleda. Alustuseks ostke või uurige, kas teie töökohal on masin, milles on saadaval erinevad TIG-keevitusrežiimid, kaabel maapinnale kinnitamiseks, gaasiballoon ja reduktor. See on väga tähtis.
Samuti oleks tore teada, millist põletit teie masinas kasutatakse. Neid on kahte tüüpi: esimest kasutatakse (kuni 3 millimeetrit) töötamisel, teist vastavalt kõigi muude metallide jaoks. Õhuke metallist taskulamp on erinev väike võimsus, nii et sellega on mugavam töötada, see jahtub kiiresti. Kuid teist tüüpi põleti vajab lisasüsteem jahutamine. Näiteks vesijahutussüsteem, kui põletisse on ehitatud toru külma vee ja piirituse juurdevooluga, et vesi ei jäätuks, kui jahutussüsteemi pikemat aega ei kasutata.
Järelduse asemel
Tig-keevitus on tehnoloogiline ja kaasaegne keevitusmeetod, mis avab uusi võimalusi isegi kogenud käsitööline. Argooni keevitamine volframelektroodi või täitetraadi abil võimaldab keevitada erinevat tüüpi metalle, alates õhukest kuni paksuni. Teie käsutuses on vase, alumiiniumi, malmi ja titaani kiire ja kvaliteetne keevitamine. Te ei pea enam kulutama palju aega, et lahendada kõik probleemid, mis on seotud iga metalli omadustega.
TIG-keevitus on oma ala professionaalide valik. See tehnoloogia on nõutud paljudes inimtegevuse valdkondades ja pidevalt nõutakse selle tehnoloogiaga kursis olevaid meistreid. Rakendades oma töös meie soovitusi, saate alustada keevitamist ja selle edukalt lõpule viia. Kuid ärge lõpetage sellega, õppige võimalikult palju teooriat ja seejärel rakendage seda praktikas. Soovime teile edu oma töös!
Argoonkeevitus (TIG) on levinud keevitustehnoloogia, mis on parim viis alumiiniumdetailide ja -konstruktsioonide ühendamiseks. Selle metalli keevitamine tavatingimustes on äärmiselt problemaatiline, kuna kuumutatud alumiiniumi kokkupuutel hapnikuga tekib selle pinnale oksiidkile, mis halvendab kvaliteeti.
Alumiiniumi TIG-keevitus hõlmab kaitsegaasi argooni varustamist elektroodi ja metalli kokkupuutepunkti, mille rõhk surub hapniku välja, mis võimaldab ühenduse luua. parim kvaliteet. Selles artiklis käsitletakse selle meetodi omadusi, antakse juhiseid selle oma kätega rakendamiseks ja näidatakse kodus valmistatud TIG-keevitusseadet.
1 Meetodi eelised ja puudused
Argooni kaarkeevitus on lisaks alumiiniumkonstruktsioonide ühendamisele laialdaselt nõutud ka muude metallidega, sealhulgas terase, vase, malmi ja titaaniga, aga ka väärissulamitega - kulla ja hõbedaga. See argoonkeevitus on asendamatu juhtudel, kui on vaja ühendada raskesti keevitatavaid metalle.
Selle meetodi eelised hõlmavad järgmist:
- detaili minimaalne küttetsoon, mis võimaldab salvestada selle esialgse kuju;
- argoon on inertgaas, millel on õhust suurem kaal, mis võimaldab hapnikku töödeldava detaili kuumutustsoonist täielikult välja tõrjuda;
- kaare soojusvõimsus argooni kasutamisel suureneb, mille tõttu töö kiirus suureneb;
- argooni kaarkeevitust on üsna lihtne rakendada, protsessi õppimine ei võta palju aega;
- keevisõmblus on korralik ja minimaalse suurusega, see ei riku tooriku välimust.
Tehnoloogial on aga ka puudusi. Peamine on vuugi kvaliteedi halvenemise oht tõmbe- või tuule käes töötamisel, kuna osa tarnitavast argoonist võib õhuvooluga minema puhuda. Märgime ka keevitusseadmete oma kätega seadistamise üsna suurt keerukust ja vajadust kasutada kõrge temperatuuriga kaarerežiimis täiendavat jahutust.
1.1 Tehnoloogia omadused
TIG meetodi iseloomulik tunnus on tulekindla volframelektroodi kasutamine - volfram on metall, mille sulamistemperatuur on 3410 kraadi. Ühendamise käigus piisab sajandikgrammist volframist, et tungida läbi 1 meetri pikkuse õmbluse, mis viib töö ajal minimaalse elektroodide kulumiseni.
Võib kasutada ka spetsiaalseid volframist valmistatud elektroode, mis on kaetud haruldaste muldmetallide oksiidide dopingukihiga, tänu millele saab see täiendava temperatuuristabiilsuse. Nende metallide hulka kuuluvad tseerium, tsirkoonium, lantaan ja ütrium.

TIG-elektroodid on mõeldud korduvkasutuseks. Ükskõik milline kulumaterjal on valitud, sisestatakse see keevitamise käigus aparaadi keraamilisse otsikusse, mille kaudu puhutakse välja kaitsegaas, argoon.
Lihtsustatult on protsess järgmine: algselt ühendatakse detailiga keevitusmasin ja antakse mass, mille järel keevitaja võtab põleti elektroodi ja lisandiga (alumiiniumist või spetsiaalsest sulamist valmistatud traat). ), lülitub põleti sisse ja volframelektroodi otsa ja vastasosade vahele tekib elektrikaar. Kaar sulatab täitetraadi ja ühenduskonstruktsioonide servad, mis viib keevisõmbluse tekkeni, mis pärast tahkumist muutub tahkeks.
Esmapilgul on kõik äärmiselt lihtne, kuid keevisõmbluse lõplik kvaliteet sõltub paljudest teguritest - võimsusest, kasutatava elektroodi kvaliteedist, sulamistsooni argooni kaitseastmest, keevitaja kogemustest. Tegelikult on TIG-keevitus hübriidtehnoloogia, mis ühendab gaas- ja elektrikaarkeevituse meetodid.
1.2 Keevitusseadmed
Nõuded TIG-keevitamisel kasutatavatele seadmetele on sätestatud punktis normdokument GOST nr 5.917-17. Vastavalt standardi sätetele tuleks rakendamiseks kasutada RGA tüüpi põleteid. Kõige tavalisemad 2 mudelit - RGA-150 ja RGA-400.
150. mudel on mõeldud keevitusvooluks 200A, elektrood on loomulikult jahutatud, põleti kaal on 350 grammi. Seadet toodetakse erinevates modifikatsioonides düüsi läbimõõduga 0,8 kuni 3 mm.
500A keevitusvoolu kasutamisel tuleks kasutada põletit RGA-400, mille kaal on 625 g. See rakendab elektroodide vesijahutust, düüsi läbimõõt on 4-6 mm.
Nõuded on ka põleti otsiku kujule, mis võib olla silindriline, kooniline või profileeritud. Reeglina kasutatakse siseruumides keevitamisel silindrilisi otsikuid, välistingimustes töötamisel - suure väljalaske läbimõõduga profileeritud otsikuid. Kui on vaja töötada raskesti ligipääsetavates kohtades, võib kasutada piklikke otsikuid.

Kedr TIG 200P - seadmed keevitamiseks
Turul on üsna palju TIG-keevitusseadmeid. Enamik neist on kombineeritud ja neil on võimalus töötada kahes erinevas režiimis - argoon-kaar (TIG) ja käsitsi kaarkeevitus (MMA).
Keskmise hinnakategooria seadmete hulgast eristame järgmisi seadmeid:
- Seeder TIG 200R;
- Resanta SAI 230 pKr;
- Svarog TIG 250R.
Tarbijate arvustuste kohaselt hinna ja kvaliteedi suhte osas parim variant on Cedar TIG 200R, mille maksumus on 40 tuhat. Selle seadme võimsus on 6,2 kW, töövoolude vahemik on 4 kuni 200 A. Seade töötab 220 V toiteallikast TIG elektroodide läbimõõdud on 1-4 mm, MMA on 1,6-5 mm. Komplektiga on kaasas 4 meetrise voolikuga argoonipõleti.
Argoonkaare keevitamiseks mõeldud seadet on täiesti võimalik oma kätega kokku panna. Isetehtud seade koosneb järgmistest sõlmedest:
- vooluallikas - sobib tavaline seade vahelduv- või alalisvooluga elektrikaare keevitamiseks;
- argooniga silinder, ideaaljuhul sisseehitatud manomeetriga;
- gaasi reduktor ja ventiil;
- argoonipõleti (müüakse spetsialiseeritud kauplustes eraldi);
- ostsillaator.
Võtmekomponent tähtsuse osas on - see on seade, mis on vajalik kaare kontaktivabaks süttimiseks. Kuna TIG-keevitusel ei saa süütamist teostada, puudutades elektroodi pinda, millele mass kantakse, tuleb kaarepilust läbi murdva kõrgepingelaeng (võimsus 4 kuni 8 kW) tekitada ostsillaator.
1.3 TIG-keevituse omadused (video)
2 DIY TIG keevitustehnoloogia
TIG-meetodi õige rakendamise võti on õigesti valitud keevitusrežiim. Režiim tuleb valida keevitatavate pindade paksusest lähtuvalt. Esitame teie tähelepanu normatiivse viitetabeli.
| Keevitatavate detailide paksus, mm | Keevitusvool, A | Läbimõõt, mm | Keevituskiirus, m/h | Argooni kulu, l/min | |
| Elektrood | Lisanduvad juhtmed | ||||
| 1 | 40-60 | 1,5-2 | 1,6 | 12 | 5-6 |
| 2 | 80-100 | 2-3 | 2 | 10 | 6-9 |
| 3 | 140-160 | 4 | 2 | 8 | 10-12 |
| 4 | 180-200 | 5 | 2-2,4 | 7 | 10-12 |
| 5-6 | 200-240 | 5-6 | 2,4-3 | 6 | 14-15 |
| 8-12 | 280-320 | 8-10 | 3-4 | 5-4 | 22-23 |
Ise tehke argooni kaarkeevitust on üsna raske teostada, tehnoloogia rakendamiseks järgige järgmisi soovitusi:
- Elektroodi tuleb hoida võimalikult ühenduspindade lähedal, et tagada lühim kaar - selle pikkuse suurenemisega suureneb keevisõmbluse laius ja selle tulemusena liite töökindlus ja kvaliteet.
- Õmbluse tegemise protsessis peab põleti liikuma piki oma telge, põikisuunaline liikumine ei ole lubatud. Tänu sellele orientatsioonile tagab see minimaalse paksusega esteetilise õmbluse.
- Selleks, et vältida keevisõmbluse hapnikuga küllastumist, on vaja rangelt tagada, et täitetraat ja elektrood ei lahkuks kaitsegaasi toitepiirkonnast.
- Traati tuleks ette anda ülimalt sujuvalt, terava etteandega, metallipritsmete oht on suur.
- Täitetraat tuleb asetada põleti ette, vastaspindade suhtes nurga all ja vältida põikvibratsiooni.
- Ettevalmistusetapis on vaja liidetavad pinnad rasvatustada ning puhastada oksiididest ja saasteainetest.


