Artiklis kirjeldatakse Epson 3880 printerist lameprinteri valmistamise protsessi
1) Printeri ettevalmistamine.
1.1) Mida nõutakse?
1. Kruvikeerajate komplekt (elektriline kruvikeeraja, mugavuse huvides kruvikeeraja)
2. nurklihvija (bulgaaria)
3. Puur, metalli puurid
4. Tangid.
Printeri lahtivõtmine
Printeri ettevalmistamist tekstiiliks ümberehitamiseks alustame seadme täieliku lahtivõtmisega.
Meil on see Epson Stylus Pro 3880
Esmalt eemaldage kogu printeri plastkorpus.
Eemaldage juhtpaneel ja ühendage kaabel lahti. 
Eemaldame külgmise plastvoodri, need on lukustatud. 

Esipaneeli plastpaneeli eemaldamine 
Ülemise korpuse eemaldamine
Paberi söötmisaluse eemaldamine


Ühendage lahti tindijäätmepaagi andur
(mähe), meil pole seda enam vaja 
Kõigi eesmiste paberi väljastussalvede eemaldamine 





Tagumise korpuse eemaldamine



Keerake lahti ja eemaldage paberisöötmise mootor 
Keerame lahti paberivõturulli kinnitusklambrid 



Keerake lahti kruvid, mis kinnitavad paberisöötmise üksust 


Ja me võtame selle ära 
Plastist kaitsvate paneelide eemaldamine 


Nende all näeme sektsiooni vormindusplaadi ja toiteallika jaoks 
Ülemise sektsiooni katte eemaldamine 
Ja ühendage vormindusplaadi küljest lahti kõik pistikud ja kaablid 

Printeri muutmine
Kõigepealt peate eemaldama kõik mittevajalikud komponendid ja osad.
Paberi etteandemehhanism on vaja täielikult eemaldada, te ei saa sellest eriti kahju, me ei vaja seda enam.












Ja me võtame selle ära


Plastpaneeli eemaldamine

ja paberi etteandevõllid, samuti kodeerija ketta ajamivõll




Altvaade

Me ei vaja enam paberi etteandevõlle, kuid koodri veovõll tuleb kohe kinnitusrõnga tagant ära lõigata ja paika panna, nii et ärge kaotage vedruseib ja kinnitusrõngas.


Eemaldame ka eesmiste paberisalvede mehhanismi kinnituse, see väga ei sega, aga meil pole seda ka millekski vaja



Nüüd keerame printeri külili, et oleks juurdepääs prindipeale. Oleme huvitatud plastikust kattest, mille all on optronid


Neid on kaks. Peame eemaldama väiksema



Eemaldatud optronid pole enam vajalikud

Nüüd tuleb printeri ülaossa kinnitada emaplaati ja toiteallikat sisaldav ümbris, et see edaspidi ei segaks laua liikuva osa läbimist


Selleks võtke kere ülemine osa ja pärast selle paika panemist märkige ja puurige poltide jaoks augud


Kruvige korpuse kate kinni



See peaks välja tulema nii

Paigaldame alumise osa ja ühendame pistikud ja kaablid



Praegu ei saa te kruvisid kinni keerata, kuna laua juhtplaadi ühendamiseks vajame endiselt juurdepääsu vormindajale
Eemaldage metallist rist. Samuti segab see laua liikuva osa läbimist.



Teine metallist risttala printeri voodi allosas segab lauda, seega peame selle eemaldamiseks kasutama veskit






Korpuse alumisest plastikust osast valmistame oma printerile jalad. Üks neist sisaldab konteinerit tindijäätmete jaoks (mähe)


Jalade laius ei tohiks olla esiosast laiem plastikust paneel korpus






Laua juhtplaadi ühendamine
Kui meie printeri muutmine on peaaegu lõppenud, peame ühendama laua juhtpaneeli

Laua juhtplaadi paigalduskomplektis on kaks juhet koos pistikutega ja kaks kaablit.
Alustame juhtmetega. Ühendame juhtplaadi ja emaplaadiga


Pistik märgistusega CN54 on ühendatud printeri emaplaadi pistikuga, samuti on sellel tähis CN54. Traadiplokk ei sobi emaplaadi pistikuga, kuid pole hirmutav konnektori ettevaatlikult lahti painutamine ja juhtme ühendamine.
Tähtis!
Emaplaadil on pistikul 4 tihvti ja juhtmel 3. Peame juhtme ühendama nagu fotol, et pistiku parempoolne tihvt jääks kasutamata.


Ja printeri emaplaadile. Pistikul on ka silt CN53. Siin pole enam probleeme, plokk sobib emaplaadi pistikuga. Ka siin peaks pistiku parem kontakt kasutamata jääma.

Jääb ühendada kaks silmust

Üks neist on ühendatud laua juhtplaadi pistikuga, millel on tähis CN49. Printeri emaplaadil on see kaabel ühendatud pistikuga, millel on ka silt CN49

Teine kaabel, mis on ühendatud tabeli juhtplaadi pistikuga tähisega PF Sensor, on ühendatud kodeerija ketta optroni konnektoriga.



Selle anduri juurde kuuluva printeri kaabli saab täielikult eemaldada, me ei vaja seda.
Ühendatud laua juhtplaat

Samuti on vaja meie printeri emaplaati veidi muuta, nimelt panna plaadi teatud kontaktidesse džemprid (jumperid). Nagu fotol näidatud.
Mähkmekiibi määramiseks jääb üle ühendada kaabel padjaga. See asub printeri paremal jalal. See on ühendatud samamoodi nagu enne lahtivõtmist, tavalise printerikaabliga


Printeri kokkupanek
Paigaldame printeri põhjast välja lõigatud jalad oma kohale.

Korpuse ülaosast tuleb seljaosa ära lõigata


Kuna emaplaadi ja toiteallikaga ülestõstetud sektsioon ei lase sellel paika kukkuda, peaks see välja nägema järgmine:

Pärast seda paigaldage suurtäht


Külgkatete paigaldamine




Ühendame kaabli juhtpaneeliga ja paigaldame selle oma kohale


Sellega seoses on meie printeri ümberehitamine peaaegu lõpule viidud, jääb alles täita ja paigaldada kassetid spetsiaalsete tindiga tekstiilile otsetrükkimiseks. Uuendage sisemine süsteem tindivarustus tindi etteandeliinide ja prindipea siibrite täitmiseks.
Viimase sammuna ühendame meie ettevalmistatud printeri ja otseprintimiseks valmis tabeli.
Lihtsaim, taskukohasem ja andev toredaid tulemusi tootmismeetod trükkplaadid kodus on nn "laser-raud" (ehk LUT). Selle meetodi kirjelduse saab hõlpsasti leida vastavate märksõnade abil, nii et me ei peatu sellel üksikasjalikult, vaid märgime vaid, et kõige lihtsamas versioonis on vaja ainult juurdepääsu laserprinter ja kõige tavalisem raud (arvestamata tavapärased materjalid tahvli söövitamiseks). Niisiis, alternatiivid seda meetodit Ei?
Erinevate kasutatavate elektroonikaseadmete väljatöötamisel, näiteks monitoride testimisel, kasutasime elektroonikakomponentide paigaldamiseks mitmeid meetodeid. Samal ajal ei kasutatud trükkplaate kui selliseid alati, kuna prototüüpide ja seadmete loomisel ühes eksemplaris (ja sageli osutus see mõlemaks) vältimatute vigade ja muudatuste korral on see sageli tulusam ja rohkem. mugav kasutada tehases valmistatud prototüüpplaate, teostades juhtmestiku õhukese keerutatud traadiga teflonist isolatsiooniga. Ka kuulsaimad ettevõtted teevad seda sarnaselt, mida demonstreerib Sony mänguroboti AIBO prototüüp.
Kauplustes müüakse suhteliselt odavalt kahepoolselt plekitud ja isegi plaaditud augud ja kaitsemask džempritel väga kvaliteetsed leivalauad.

Pange tähele, et sellised prototüüpplaadid võimaldavad ilma suurema pingutuseta saavutada suurt paigaldustihedust, kuna pole vaja hoolitseda juhtivate radade juhtmestiku eest. Kuid näiteks jõuplokkide väljatöötamisel ja ebastandardsete tihvtide vahega või nende geomeetriaga elementide kasutamisel, samuti pinnale paigaldatavate elementide kasutamisel (mida me veel ei tee), muutub valmis prototüüpide kasutamine keeruliseks. lauad.
Alternatiivina plaatide prototüüpimisele kasutasime juhtivate patjade vahedes oleva fooliumi lõikamise meetodeid ja mainitud LUT meetodit. Esimene meetod on rakendatav ainult kõige lihtsamate juhtmestiku võimaluste korral, kuid see ei nõua üldse midagi, välja arvatud terav nuga ja joonlaud. LUT meetod andis üldiselt häid tulemusi, kuid sooviti vaheldust. Me pidasime meetodit liiga töömahukaks ja söövitavate kemikaalide kasutamist nõudvaks, mis pole alati kodus vastuvõetav. Juhtum võimaldas meil õppida veel üht võimalust - malli otsese tindiprinteri printimise meetodi kohta fooliumiga kaetud klaaskiule ( märksõnad otsida inglise keel- Otse PCB tindiprinterile).
Meetod on jagatud järgmisteks etappideks:
- Õige tihend pigmenteerunud
- Prinditud šablooni termiline fikseerimine. Sel juhul muutub tint söövituslahuse suhtes vastupidavaks.
- Trükkplaadilt tindi eemaldamine.
On ka alternatiiv:
- Trükkimine üldiselt ükskõik milline trükkplaadi malli tint otse fooliumile klaaskiule, kasutades reeglina modifitseeritud tindiprinter.
- Laserprinteri/koopiamasina pulbriline tooner pihustatakse veel märjale tindile ja liigne tooner eemaldatakse.
- Prinditud šablooni termiline fikseerimine. See sulatab tooneri ja kleepub kindlalt fooliumi külge.
- Fooliumi mustrita osade söövitamine tavapärasel viisil, näiteks kasutades raudkloriidi III.
- Paadunud tooneri eemaldamine trükkplaadilt.
Me ei kaalunud teist võimalust, kuna ei soovinud töötada puudertooneriga, mis võib juhusliku vale liigutuse või aevastamisega kõike ümbritsevat määrida. Kõik meie leitud otse tindiprinteri mallide printimise meetodid kasutasid Epsoni tindiprintereid. Samuti on printeritega tugevalt seotud tindi tüüp, õigemini neis kasutatava värvaine tüüp – pigment. see tootja, seega alustasime sobiva printeri otsimist Epsoni kataloogist. Ilmselt on Epsonil või vähemalt olnud mudeleid, mis suudavad printida kuni 2,4 mm paksusele kandjale (ja mitte ainult CD/DVD-dele), näiteks Epson Stylus Photo R800, kuid seda mudelit enam ei toodeta, kuid meie ei teadnud ette, kas on võimalik kasutada midagi kaasaegsetest analoogidest (ilmselgelt mitte odavalt). Lõpuks otsustati otsida kõige rohkem odav mudel, milles pigmendi tint. Mudel leiti - Epson Stylus S22. See printer osutus kõigi Epsoni printerite seas odavaimaks - selle hind oli alla 1500 rubla, siis aga kasvas see märgatavalt: Moskva jaemüügis (rubla ekvivalent on vihjes) - N / A (0) .

Pealiskaudne uurimine näitas vajadust olulisi muutusi printeri kujunduses, kuna see võimaldas printida painduvale kandjale, mis paindub ülemisest sisendsalvest väljundsalve liikudes. Allpool kirjeldatud järjestikune modifikatsioon sünteesiti mitmest iteratsioonist, kuna pärast järgmist kokkupanekut selgus, et kujunduses on vaja teha teatud muudatusi. Seetõttu ei saa välistada väikeste ebatäpsuste võimalust selle protsessi kirjelduses. Modifikatsioonil on kaks peamist eesmärki. Esiteks, et tagada sirgjoon ilma painde ja kõrguse erinevusteta, kandjavarustus, mille jaoks peate sisend- ja väljundsalved vahetama, kuid tegelikult uuesti looma. Teiseks, et pakkuda võimalust printida paksudele materjalidele - kuni 2 mm, mille jaoks on vaja koost koos prindipea ja selle juhtslaidiga tõsta. Niisiis:
1. Keerake lahti kaks tagaseina kruvi ja eemaldage korpus, vabastades riivid, millega see ikka põhja külge kinni jääb.

2. Ühendage juhtpaneeli kaabel emaplaadi küljest lahti, keerake lahti kaks isekeermestavat kruvi, mis kinnitavad juhtpaneeli,

vabastage kaabel juhtpaneeli küljest ja asetage see kõrvale. Erinevalt korpuse korpusest on see endiselt kasulik.
3. Keerake lahti paberisöötja 4 kruvi, vabastage kelgu mootorile minevad juhtmed, vajutage etteanderulli käiguluku lukku, eemaldage söötmisrulli alus ja kogu etteandeüksus, eemaldage paberi küljeklamber - need osad ei jää enam kinni. kasulik olla.




4. Keerake lahti imava padja aluse ja toiteallika isekeermestav kruvi, eemaldage tühjendusvoolik alusest ja kaabel põhiplaadi toiteallikast, eemaldage imava padja alus ja toiteallikas. Pane need kõrvale – ikka kasulik.



5. Keerake lahti kaks isekeermestavat kruvi riba rullidega, mis suruvad väljuvat lehte, eemaldage see koost ja viige see "lisaosadega" hunnikusse.

6. Paremal keerake lahti isekeermestav kruvi ja kruvi, mis kinnitab kelku, mida mööda prindipea liigub.

Eemaldage vedru, mis vajutab kelku.

Eemaldage kelgu joonlaua vedru (löökidega lindid) ja joonlaud ise.

Keerake lahti kaks kruvi, mis kinnitavad emaplaati,

ja suruge see liugurilt eemale (olge paberianduriga ettevaatlik!). Keerake lahti põhiplaadi all asuv kelku kinnitav kruvi.

Vasakul keerake lahti kelku kinnitav isekeermestav kruvi.

Ühendage toitemootori pistik (J7) emaplaadi küljest lahti.

Ühendage kelgu vasakul küljel olev vedru lahti.

Eemaldage slaidi koost koos prindikelgu ja emaplaadiga.

7. Vasakul keerake lahti võlli luku isekeermestav kruvi,

eemaldage võll ja selle kinnitus.

8. Eemaldage kõik lisajuhikud ava algusest, mis on kinnitatud riivide külge.

9. Kasutades metalli- ja nõelviilide jaoks mõeldud rauasae tera, lõigake aken külgmiste riiulite põhja, söödaaluse põhja ja etteandevõlli külge. Mugav on kasutada põhjas olemasolevaid sooni ja auke. Lõika noaga purud ära, eemalda saepuru.

10. Nüüd peate looma otsesöötmise salve. Selleks võite kasutada kahte 10 x 10 mm 250 mm pikkust alumiiniumnurka ja osa originaalpaberi kandjast sisendsalves (saate kasutada mis tahes sobiva suurusega jäika plaati). Nurgad on kinnitatud M3 süvistatud kruvidega, nagu on näidatud allolevatel fotodel. Printeri korpuse vertikaaltasanditel, mille külge on kinnitatud nurgad, tuleks välja lõigata sooned, et sisendsalve saaks asendi peenhäälestamiseks veidi üles-alla liigutada.






Paremal nurgal tuleb vertikaalne nurk ära lõigata, muidu jääb parempoolne surverull selle vastu. Samuti peate kaubaalusel lõikama paberianduri vastas oleva soone (kuigi ilmselt ei saa te seda teha).

Ja pange tükk torust paberanduri antennile, pikendades sellega seda veidi.

11. Ühendage lahti etteandevõlli asendiandur (üks kruvi), lõigake ära anduri korpuse kork ja kinnitage see, libistades seda nii alla kui võimalik.

Järgneva kokkupanemise ajal kontrollige, et löökidega ketas oleks asetatud anduripesa keskele ega puudutaks selle servi.
12. Kelgu kolme kinnituspunkti alla asetage a kaks seibid 4 mm avaga, igaüks 1 mm paksune. Laiade seibide kasutamisel kahes kohas tuleb need viilida nii, et need ei jääks vastu kereelemente.


13. Eemaldage surverullid, pange neile 2-3 kihti (keskmisel rullikute paaril vähemalt 3 kihti) termokahanevat toru koos vahekihtide kokkutõmbumisega kuumaõhupüstoliga või muul kuumutusmeetodil. Viiliga süvendage rullide sooned nii, et need pöörleksid vabalt. Sisestage rullid hoidikutesse.

14. Parkimisasendis, samuti düüside puhastamise ja uute kassettide lähtestamise käigus surutakse kummitihendiga padi vastu prindipea põhjapinda, kus düüsid asuvad. Altpoolt on padjaga ühendatud toru, mis läheb vaakumpumbale. Puhastamisel imeb pump kassettidest tinti ning hoiustamise ajal on düüsid kaitstud neis kuivava tindi eest. Seetõttu on oluline jälgida, et kummitihend oleks tihedalt vastu pead, kuid kelgu ja trükipea ülespoole liikumise tõttu ei pruugi see tingimus olla täidetud. On vaja suurendada padja liikumist võrevoodis. Selleks peate pumba eemaldama või vähemalt eemale viima – keerake lahti kaks kruvi ja pigistage välja kaks riivi.


Seejärel eemaldage padjavoodit pingutav vedru, eemaldage voodi-padja koost ja ühendage padja küljest lahti toru. Järgmisena lõigake noaga padja ja võrevoodi korpuse õigetest kohtadest umbes 1,5 mm, suurendades padja vertikaalset tõmmet. Seejärel pange sõlm tagasi. Kuna düüside automaatne puhastamine ja padrunite initsialiseerimine viis mitteoriginaalsete padrunite kasutamisel kummaliste tulemusteni, siis otsustasime pumba padja küljest lahti ühendada, mille jaoks kasutasime torujuppi ja triiki. Liigse tindi eemaldamiseks või padja käsitsi pesemiseks võite ühendada süstla tee külge või lihtsalt pigistada selle väljalaskeava sõrmega kokku ja kerides toitevõlli tagasi (vasakul ees oleva hammasratta juures) kasutada printerit. pump.
15. Pange printer vastupidises järjekorras kokku. Toitevõlli paigaldamisel puhastage istmed hoolikalt laastudest ja tolmust ning kandke neile ja võlli vastavatele kohtadele määrdekiht. Pärast rulli paigaldamist peate söödasalve reguleerima. Lahendades kruvid, mis kinnitavad salve korpuse külgseinte külge, kasutades sobiva suurusega jäika plaati (näiteks klaaskiudtükki), peate tagama, et plaat liiguks söödaaluselt mööda sööda. võll ja piki võlli väljastussalves on ühtlane, ilma kõrguste erinevusteta. Samuti peaksite tagama, et etteandealuse juhikud oleksid söötmisvõlliga rangelt paralleelsed ja risti. Olles leidnud söödaaluse sellise asendi, tuleks kruvid kinni keerata ja see on soovitav kinnitada mutrite küljele lakitilgaga. Seejärel jätkake ehitamist. Paremal pool kelgu ülespoole nihkumise tõttu või õigemini paigaldusauk ei ühti korpuse riiuli auguga - augu saab viilida ja kelgu kruviga kinnitada või jätta nii see on.

Imava padja kandiku, olles eelnevalt oma paremat posti lühendanud, paigaldasime selle algsele kohale, kinnitades selle kahest punktist kuumaliimiga. Toiteplokk ei sobinud oma algsesse asendisse, seega me ei leidnud midagi paremat, kui lihtsalt kinnitada see plastsidemega printeri raami vasakpoolsele alusele. Kruvisime juhtpaneeli toiteallika aasa külge.


Algne väljastussalv põhjustab väljundi paindumise, mistõttu tuleb seda sujuva horisontaalse väljastamise tagamiseks uuendada. Selleks pange salve alla midagi veidi alla 3 cm kõrgune ja asetage alusele paar paksu ajakirja või pakk paberit. Kuid mõne aja pärast asendasime selle disaini mittetöötava DVD-mängija korpusest valmistatud kandikuga. Mida on vaja teha korpusega, et sellest saaks salve, selgub fotodelt, kuid siin saab igaüks kasutada oma fantaasiat ja improviseeritud materjali.


Tulemus:


Lükake kelk üles asendisse b umbesülalkirjeldatust suurem väärtus on seotud teatud raskustega. Probleemsed kohad on vähemalt etteandevõlli asendiandur, kelgu joonlaua parem kronstein ja parkimiskomplekt. Võib-olla midagi muud. Selle tulemusel on materjali paksus, millele modifitseeritud printer saab printida, umbes 2 mm või veidi rohkem, seetõttu ei tohiks 1,5 mm paksuse tekstoliidi korral substraat olla paksem kui 0,5 mm, samas kui see peaks olema piisavalt jäik trükkplaatide tooriku teisaldamiseks. Sobivaks ja soodsaks materjaliks osutus paks papp, näiteks paberite kaustast. Vooder tuleb lõigata täpselt sisendsalve laiuseks, kuna igasugune horisontaalne joondamine mõjutab printimise täpsust. Meie puhul osutus substraadi suuruseks 216,5 x 295 mm. Algset etteandeseadet ei saa kasutada, seega tuleb vooder käsitsi surverullikute alla sööta, kuid paberiandurit ei tohi aktiveerida. Seetõttu on vaja paberianduri antenni substraadisse teha väljalõige, meie puhul 65 mm kaugusel paremast servast, 40 mm sügavusest ja 10 mm laiusest. Sellisel juhul algab printimine 6 mm kaugusel väljalõike alt, st 6 mm enne kandja serva, mille printer tuvastab. Miks see nii on, me ei tea. Toorikute kinnitamiseks aluspinnale on mugav kasutada kahepoolset kleeplinti. Surverullid suruvad substraati koos etteanderulli vastu suur pingutus, seetõttu ei tohiks rullid printimisel sujuva etteandmise tagamiseks töödeldava detaili sisse sõita ega sellest välja liikuda. Selle seisukorra tagamiseks peate enne, pärast ja võimalusel tooriku külgedelt liimima materjali sama paksusega. See hõlbustab ka töödeldava detaili positsioneerimist seeria- ja/või kahepoolseks printimiseks.
Originaalkassetid said üsna kiiresti otsa, kuid üldiselt tulemused kasutades originaal tint osutus vägagi hea. Siiski otsustati osta korduvtäidetavad kassetid ja ühilduvad tindid.


Hing ei jäänud sellele puhkama, tinti üritati modifitseerida, et suurendada neis polümeerikomponendi sisaldust. Nende katsete tulemusel olid musta tindiga pihustid ummistunud 90%, magenta värviga - 50%, üks düüs "kollases" reas ei töötanud ja ainult tsüaani tindi düüsid jäid täielikult tööle. Kuid mallide printimiseks piisab ühest värvist. Kuna magenta tint näitas parimat tulemust, täideti just nemad tsüaani tindikassetti.
1. Valmistage tooriku pind ette. Kui see on suhteliselt puhas, siis piisab selle rasvatustamiseks atsetooniga. Vastasel juhul rasvatage, puhastage abrasiivse käsnaga ja oksiidikihi moodustamiseks asetage 15-20 minutiks 180°C ahju. Seejärel jahutage ja rasvatage atsetooniga.
2. Kasutades kahepoolset kleeplinti ja abiteksoliidi jääke, kinnita töödeldav detail aluspinnale.
3. Teisendage mall puhtale värvile, mida printimisel kasutatakse. Meie puhul sinisega (RGB = 0, 255, 255). Kuluta proovitrükk(võimalik mitte kasutada tervet malli, vaid ainult üldpunkte, näiteks nurki), vajadusel printimiseks kasutatavas programmis korrigeerida malli asendit, pesta eelmine tulemus atsetooniga maha, korrata vajadusel parandusprotseduur.

4. Printige toorikule mall. Parimad tulemused saavutatakse järgmiste seadistustega:


5. Kuivatage töödeldavat detaili õhu käes 5 minutit, kiirendamiseks võite kasutada fööni. Seejärel eemaldage töödeldav detail aluspinnast ja teostage eelkinnitus ahjus 15 min (aeg alates ahju sisselülitamisest) 200°C tipptemperatuuril. Jahutage töödeldav detail.
6. Teise kihi täpseks positsioneerimiseks võite tulevase plaadi kinnituskohtadesse puurida mitu väikese läbimõõduga, näiteks 1 mm läbimõõduga auku. Kinnitage töödeldav detail nii, et teise kihi pind oleks ülespoole, samal ajal kui kahepoolne kleeplint tuleb liimida esimese kihi täielikult värvitud aladele. Kui toorik on kahe esi- ja tagaplaadi vahel tihedalt kinnitatud, pole kahepoolne kleeplint vajalik. Rasvatage töödeldav detail atsetooniga.
7. Paigutage ja printige – korrake samme 3 ja 4.

8. Kuivatage töödeldavat detaili õhu käes 5 minutit, kiirendamiseks võite kasutada fööni. Seejärel eemaldage töödeldav detail aluspinnast, kinnitage see näiteks kirjaklambritest valmistatud alustele, asetage ahju ja kinnitage 15 minutiks (aeg alates ahju sisselülitamisest) 210 °C tipptemperatuuril. Jahutage töödeldav detail.



9. Uurige töödeldavat detaili, värvige veekindla markeriga kohad, kus on kahtlaselt õhuke tindikiht (näiteks aukude läheduses või kleepuvad tolmuosakesed). Söövitage töödeldav detail. Selleks, et tooriku pind jääks anuma põhjast vahemaad, võite aukudesse (teise kihi paigutamiseks 1 mm läbimõõduga) torgata hambaorke, nii et terav ots väljub 1,5-2 mm , ja paks hammustatakse maha sama kõrgusega. Söövitamisel pöörake plaati perioodiliselt ümber ja kontrollige valmisolekut.


Peske tint atsetooniga maha.


Olulised märkused.
1. Selleks et kasutatud tint muutuks söövituslahuse suhtes vastupidavaks, tuleb seda hoida umbes 15 minutit (aeg alates ahju sisselülitamisest) maksimaalsel temperatuuril umbes 210 °C (saadud järgmisena asuva termopaari abil tooriku külge). Intervall on kitsas, kuna selle ületamisel 5–10 ° C hakkab tekstoliit kokku varisema, selle langetamisel pestakse tint söövituslahusega maha. Täpsed tingimused sisse konkreetne juhtum tuleb valida empiiriliselt. Kontrollimiseks võite testi kasutada vatitikuga. Kui veega niisutatud vatitups peseb tinti kergesti maha, peate temperatuuri tõstma, kui see ei pese maha või määrib ainult kergelt, siis on söövituslahusele vastupidavus omandatud. Isegi kui atsetooniga niisutatud vatitupsu on raske tinti maha pesta, on söövituslahuse vastupidavus väga hea. Nii saate valida tindi- ja kuumutustingimused, mis annavad teile parima tulemuse. Olgu öeldud, et kasutasime elektrilist grillahju, lülitasime sisse ainult ülemise küttekeha ja kui tint lõpuks paika sai, pandi ahju termostaat 220°C peale.
2. Trüki reprodutseeritavus ulatub umbes 0,1 mm-ni, nii et vajadusel saate printida teist korda üle malli esimese külje, vahepealse kuivatamisega otse aluspinnale kuumaõhupüstoliga (reguleeritava temperatuuriga) või majapidamises kasutatava fööniga. seatud maksimaalsele temperatuurile. Kuivatamine on vajalik selleks, et surverullid ei määriks eelmist kihti.
3. Kahe külje tootmist saab teha järjestikku. Esiteks printige ja kinnitage esimene külg ning kaitske fooliumi teisel küljel, näiteks akrüülvärvõhupallist. Söövitage esimene pool, eemaldage kaitse teiselt küljelt atsetooniga, printige ja kinnitage teine pool, kaitske esimest tindiga, söövitage teine külg ja eemaldage kaitse esimeselt.
4. Peate printima järgmiselt: esmalt saatke prinditöö, oodake, kuni printer teatab, et paberit pole, seejärel libistage aluspind koos fikseeritud toorikuga ettevaatlikult surverullikute alla, kerides etteanderulli ees oleva hammasratta abil. vasakule ja seejärel vajutage printimise jätkamiseks nuppu. Kui prindiseansside vahel on lühikesi pause, ei tee printer lühikest puhastusprotseduuri, nii et saate esmalt aluspinnale tooriku laadida ja seejärel prinditöö saata.
5. Tuleb jälgida erilist puhtust, kuna töödeldavale detailile märjale tindile langenud tolm võib põhjustada defekti.
Nii tehti mitu kahepoolset trükkplaati ja kuigi rajad juures kui 0,5 mm ei kasutatud, demonstreeriti katsealadel 0,25 mm laiuste radade saamise võimalust ja see ei ole ilmselgelt selle meetodi piir.

P.S. Näide kahepoolsest 0,25 mm roomikutega tahvlist (projekteerimisel pandi paika rööbastee laiuse ja vahede normid 0,25 mm, kuid käsitsi peenhäälestusega suurendati roomikute vahemaid nagu nii palju kui võimalik). Pange tähele, et kahepoolsete plaatide valmistamisel on ilmselt siiski usaldusväärsem trükkida ja söövitada külgi järjestikku. 1. külg:

2. külg:

Näha võib kolme tüüpi defekte:
1. Lineaarne moonutus, mis on ilmselt põhjustatud sellest, et üks pool oli trükitud kiire kahekäigulise režiimiga, teine aga aeglase ühekäigulise režiimiga. See tähendab, et parem on printida mõlemad pooled samas režiimis.
2. Kohati on rajad tindi laialivalgumise tõttu veidi laienenud. Seda defekti saab vältida, kui pind hoolikalt ette valmistada – rasvatustage atsetooniga niisutatud riidetükiga, seejärel pühkige hoolikalt kuiva vatitikuga.
3. Raja ühest servast ja padjad olid söövitatud märgatavalt rohkem. See juhtus ülekuumenemise tõttu, mille tagajärjel muutus tint väga tumedaks ja hakkas maha kooruma. See tähendab, et tuleb hoolikalt jälgida kuumutamise ühtlust (valida ahjus koht, kus küte on ühtlasem) ja mitte mingil juhul mitte lubada ülekuumenemist – tint peaks märgatavalt tumenema, kuid mitte omandama tumehalli tooni.
Need vead ei osutunud aga kriitiliseks ja selle tulemusena saime ilma juhtmestiku korrigeerimiseta täiesti toimiva seadme.

Kangatrükk kodus
Kasutades tavalist tindiprinterit, mis enamikul lugejatel kodus olemas on, saab riietele kanda pealdisi ja jooniseid, samuti meisterdada lippe, vimpleid ja muid väikesemõõdulisi unikaalseid esemeid.
Pildi edastamise kandja
Peaaegu iga tindiprinter või MFP, nii kaasaegne kui ka kaua kasutusest kõrvaldatud, suudab printida pilte spetsiaalsele kandjale, et kanda need puuvillasele ja segakangale, mis talub pikaajalist kuumust. Sellise kandja struktuur sisaldab tihedat paberipõhja ja õhukest elastset kihti, mis kinnitub kuumutamisel kangale – selle pinnale kantakse tinti trükkimise ajal.
Kõigi maailma juhtivate tindiprinterite tootjate valik sisaldab kaubamärgiga printereid trükimeedia piltide kangale ülekandmiseks. Jah, sisse tootesari Canonil on T-särgi ülekandepaberid (TR-301), Epsonil on triigitav Cool Peel ülekandepaber (C13S041154) ja HP-l on triigitavad T-särgi ülekandepaberid (C6050A). Loetletud kandjate (joonis 1) jaemüügipakendid sisaldavad 10 lehte A4 paberit.
![]()
Lisaks toodavad kolmandatest osapooltest tootjad ka kandjaid piltide kangale ülekandmiseks. Näiteks meie riigis tuntud firma Lomond pakub korraga mitut võimalust: Ink Jet Transfer Paper for Bright Cloth (heledate kangaste jaoks), Ink Jet Transfer Paper for Dark Cloth (tumedate kangaste jaoks) ja Ink Jet Luminous Transfer. Paber (sobib tumedatele ja heledatele kangastele ning tänu fluorestseeruvatele lisanditele helendab pilt pimedas). Lomondi kandja (joonis 2) on saadaval A4- ja A3-suuruses 10- ja 50-lehelistes pakendites.
Pildi ettevalmistamine
Pildi ettevalmistamist ja väljastamist saab teostada mis tahes raster- või vektorgraafika redaktoris. Siiski tuleb meeles pidada, et nii tindiprinteri tehnoloogia kui ka termilise ülekandeprotsessi enda iseärasuste tõttu erineb spetsiaalset kandjat kasutades kangale kantud kujutis märgatavalt samast pildist, mis on sama printeriga tavalisele ja isegi rohkem fotopaberil. Eelkõige iseloomustab kangale ülekantavat pilti madalam kontrastsus, väiksem värvigamma ja heledate varjundite kehv reprodutseerimine võrreldes isegi tavalisele kontoripaberile tehtud kontrolltrükiga. Kadude minimeerimiseks rasterpiltide (fotod, reproduktsioonid jne) ettevalmistamisel on vaja suurendada nende kontrasti ja küllastust. Vektorkujutiste loomisel ja redigeerimisel on mõttekas kasutada objektide ja piirjoonte täitmiseks puhtaid küllastunud värve ning võimalusel vältida heledate varjundite ja väga õhukeste joonte kasutamist.
Fotod, aga ka vektor- ja rasterjoonised, millel on palju pooltoone ja gradientüleminekuid, näevad kõige paremini välja peene tekstuuriga valgest kangast valmistatud toodetel. Fakt on see, et kanga värv, välja arvatud valge, võib märgatavalt moonutada algse pildi värve. Sel põhjusel on pildi melanž- või värvilisele kangale ülekandmiseks soovitatav luua ühevärvilised joonised või kujutised piiratud arv värvid.
Erikandjate tõhusaimaks kasutamiseks saab ühele lehele paigutada mitu eraldiseisvat väikese suurusega pilti nagu mustridetailid, jättes nende ääriste vahele 10-15 mm laiused vahed.
Tihend
Niisiis, pilt on valmis. Printeri sätetes valige termoülekandekandja, kasutatavate lehtede suurus ja suund (joonis 3). Selleks, et kangale kantud pealdised oleksid normaalselt loetavad ja kujutised originaaliga samas suunas “vaataksid”, tuleb need trükkida peegelpildis. Selleks aktiveerige printeridraiveri sätetes prinditud pildi peegeldamise võimalus (vene versioonides võib seda nimetada "peegel" või "peegelda horisontaalselt", inglise keeles - flip või peegel). Kui teie kasutatava printeri draiver sellist võimalust ei paku, otsige seda selle programmi printimisseadetest, millest plaanite pilti printida (joonis 4 ja 5). Valitud sätete õigsuse kontrollimiseks kasutage eelvaaterežiimi.



Pildi ülekandmine kangale
Prinditud pildi kangale ülekandmiseks sobib kõige paremini triikimispress - see tagab mustri kõige vastupidavama fikseerimise. Kui aga teie majapidamistarvete hulgas sellist seadet pole, võite kasutada tavalist triikrauda.
Valmistage ette tasase ja kõva pinnaga töölaud, mis talub pikaajalist kuumust (triikimislaud kahjuks ei tööta). Lisaks vajate tükki puhast ainet.
Lõika välja erikandja lehele prinditud kujutis, astudes selle servadest 5–6 mm tagasi.
Seadke triikraua regulaator maksimaalsele võimsusele vastavasse asendisse. Kui teie mudel on varustatud aurutiga, lülitage see välja. Jätke triikraud mõneks ajaks sisselülitatuks, et see soojeneks maksimaalse temperatuurini.
Kuna erinevate triikraudade mudelite võimsus- ja temperatuuritingimused on erinevad, tuleb katseliselt valida optimaalne ülekandeaeg. Selleks on mõttekas printida mitu testpildid väikese suurusega ja proovige need üle kanda mittevajalikule kangatükile.
Kui olete veendunud, et triikraud on soe, asetage töölauale eelnevalt ettevalmistatud puhas lapp ja siluge see põhjalikult, et ei tekiks kortse ega volte. Seejärel asetage selle kanga peale toode, millele plaanite mustri üle kanda. Valmistage pind ette pildi teisaldamiseks triikimisega.
Asetage väljalõige allapoole, kuhu soovite. Kujutise parimaks fikseerimiseks on soovitav kasutada triikraua tööpinna kõige laiemat osa. Suure pildi tõlkimisel on kõige parem siluda lehte mitme käiguga, liigutades aeglaselt vastu lauda surutud rauda piki joonise pikemat külge (joonis 6). Ühe läbimise kestus peaks olema umbes 30 s.
Pöörake triikrauda 180° ja korrake ülaltoodud protseduuri, alustades teisest otsast. Seejärel triikige hoolikalt tõlgitava pildi servad, liigutades tihedalt pressitud rauda ümber pildi perimeetri.
![]()
kasutades rauda
Pärast ülaltoodud toimingute sooritamist laske tootel üks kuni kaks minutit jahtuda ja seejärel eraldage paberpõhi ettevaatlikult, võttes seda ükskõik millisest nurgast. Pange tähele, et täielikult jahtunud tootelt on põhja eemaldamine palju keerulisem.
Kui kavatsete samale tootele kanda mitu pilti või pealdist, peate need paigutama nii, et need ei kattuks.
Valmistoodete hooldus
Kirjeldatud meetodil kantud kujutistega tooteid pestakse kõige paremini külmas vees, kasutades värviliste asjade pulbrit. T-särgid ja tõlgitud piltidega särgid tuleb enne pesumasinasse laadimist pahupidi pöörata. Olge valmis selleks, et pärast esimest pesu muutuvad pildi värvid vähem heledaks ja küllastunud - see on täiesti normaalne.
Hästi fikseeritud kujutised taluvad mitukümmend pesu, minimaalse heleduse ja küllastuse kaoga. Optimaalse säilivuse tagab aga kätepesu.
Trükiseadmete loend sisaldab professionaalseid ja universaalseid seadmeid. Kangaprinter kuulub teise rühma. Valgel ja värvilisel tekstiilil olevad kujutised on säravad ja vastupidavad. Erinevatel materjalidel on oma tehnoloogia ja sobiv varustus.
Seadmed otseprintimiseks
Digitaalne meetod on üks kättesaadavamaid ja tõhusamaid. Vahevorme pole vaja, saab töötada igasuguse kangaga. Tehnika põhineb tekstiilaluse immutamisel vees lahustuva värviga, millele järgneb kuumutamine. Kõrgete temperatuuride mõjul kinnitub muster pinnale kindlalt.
AT tehnoloogiline protsess Kaasatud on 2 põhiseadet: printer ja kuumpress. Esiteks töötatakse välja joonise paigutus arvutis - graafilises redaktoris.
Seejärel asetatakse üksus otseprinterisse. Pilt kantakse digitaalsest allikast tekstiilile. Värv tungib kiiresti kangast läbi ja lamab ühtlaselt. Pilt on hele, täpsete kontuuridega, mõlemalt poolt nähtav ega tuhmu pikka aega.
Kuulsad kaubamärgid: HP, Brother, Epson, JETEX, DreamJet, Power Jet. Nõutuimad masinad on otsetrükk, A4 ja A3 suuruses jooniste loomine.
Heledate värvidega segatud materjalidel töötavate seadmete hind algab 100 tuhandest rublast. Printerid naturaalsele puuvillasele kangale trükkimiseks maksavad 400-650 tuhat rubla. Nii valge kui ka värvilise tekstiiliga töötavad mudelid maksavad sama palju.
 Suured trükikojad kasutavad tööstuslikke tekstiiliprintereid
Suured trükikojad kasutavad tööstuslikke tekstiiliprintereid
Lisavarustus
Mustri kinnitamiseks kasutatakse tasapinnalist kuumpressi (teine nimi on tahvelarvuti). Tekstiilid (näiteks T-särk) laotakse tööpinnale ja pressitakse 220-250 kraadini kuumeneva pliidiga. Kõrge rõhk ja temperatuur sulatavad värvaine kangasse.
Vastavalt avamismehhanismile on tahvelarvutipressid vertikaalselt kokkuklapitavad ja pöörlevad. Esimesel juhul tõuseb plaat üles. Teises liigub see laua suhtes küljele.
Kuumpressid on ka erineva suurusega. kütteplaat. Kõige populaarsemad formaadid on 380 x 380 ja 400 x 500 mm. Neid saab kasutada piltide joonistamiseks erinevad tüübid tasased pinnad: riided, sallid, käterätikud, voodipesu.
Ostmisel pöörake tähelepanu pressi võimsusele, rõhu ja temperatuuri reguleerimise viisidele, töödeldud materjalide tüüpidele. Kontrollige plaadi siledust ja selle kuumutamise ühtlust.
Lihtne käsitsi üksus maksab 15-35 tuhat rubla. Automaatne juhtimine tõstab hinda 100 tuhande rublani.
 Populaarsed kuumpressibrändid: HIX, Insta HTP, AcosGraf, Sefa, ZnakPress, Transfer Kit.
Populaarsed kuumpressibrändid: HIX, Insta HTP, AcosGraf, Sefa, ZnakPress, Transfer Kit.
sublimatsiooniseadmed
Soojusülekande tehnoloogia põhineb kujutise kandmisel tekstiilalusele vahekandja kaudu. Kui kannate mustri sünteetilisele kangale, saate tekstureeritud ja vastupidava trükise. Puuvillal pestakse kujutised kiiresti maha pestes.
Soojusülekande jaoks vajate:
- graafikaprogrammide paketiga arvuti paigutuste loomiseks;
- sublimatsiooniprinter;
- termopress korter.
Sublimatsiooniprinteri saab asendada tavalise digitaalse printeriga. Ostmisel peate lihtsalt selgitama, kas see on uuesti täidetud sublimatsioonitindiga.
Joonis on trükitud sublimatsioonipaberile. See ei ima värvi, ei lase sellel laiali minna ja moodustab sileda pinnaga selge pildi.
Toode saadetakse kuumpressile. Kõrgete temperatuuride ja vaakumi mõjul põleb paber läbi ja sublimatsioonitint on kangale tugevalt joodetud. Töös kasutatakse sama tüüpi termopresse, mis digitaalsel otsetrükil.
 Tekstureeritud muster näeb hea välja T-särkidel ja muudel rõivastel
Tekstureeritud muster näeb hea välja T-särkidel ja muudel rõivastel
Siiditrükimasinad
See muljetehnika põhineb mustri loomisel spetsiaalsete šabloonide abil, millest igaüks vastab konkreetsele värvile. Esiteks digitaalne pilt osadeks jaotatud. Seejärel prinditakse eraldi paberilehtedele joonise siluett ühevärviliseks ja kaetakse fotograafilise emulsiooniga.
Pärast seda ühendatakse šabloonimasin tööga. Sellel tehakse järjestikku mitu toimingut:
- kandke muster venitatud võrguga raamile;
- tõmmake tekstiilid masinale;
- peale paigaldatakse tindiga šabloon ja need surutakse läbi väikeste lahtrite.
Ühevärvipressidel on üks trükisektsioon. Kahe- ja mitmevärvilised mudelid on karussell-tüüpi seadmed. Nendel saate üheaegselt katta mitu asja mustriga ilma šabloone muutmata. Iga värv on eraldi sektsioonis ja surutakse läbi selle võre.
 Värvi võib tööväljale kanda pintsli või rulliga
Värvi võib tööväljale kanda pintsli või rulliga
Mehhaniseerimise taseme järgi jagunevad šabloonmasinad kolme tüüpi:
- Käsijuhtimisega. Lihtne seade, mugav töö, saab kasutada kodus. Ei sobi suurtele jooksudele. Minimaalne hind on 35 tuhat rubla.
- Poolautomaatne. Need maksavad alates 70 tuhandest rublast. Suurenenud tootlikkus – toodete printimise ja eemaldamise protsess on automatiseeritud. Vooder tehakse käsitsi. Vaheetappides tagab tekstiiliprinter tindi kuivamise rõivale.
- Automaatne. Suure jõudlusega professionaalsed šablooniseadmed. Kõik protsessid on automatiseeritud ja ei nõua käsitsitöö. Seadmete minimaalne maksumus on 150 tuhat rubla.
Tuntud šabloonseadmete tootjad: Fusion, Chameleon, Economax, Kruzer, Sidewinder.
Pärast iga värvi pealekandmist ja printimise lõpetamist laske tindil kuivada. Lisaks käsitsi ja poolautomaatsetele kangaprinteritele peate ostma kamber- või tunneltüüpi kuivati. Konveierkuivatid on kallid (alates 250 tuhandest rublast) ja sobivad suureks tööstuslikuks tootmiseks.
Ekraanitehnoloogia abitehnoloogia:
- masin šabloonide valmistamiseks;
- säritusseade;
- pesukabiin võrkraamide töötlemiseks.
Üldiselt maksab komplekt 150-200 tuhat rubla.
Termiline pealekandmine kangale
Termilise pealekandmise tehnoloogia on kõigist tekstiilitrüki tüüpidest kõige lihtsam. Rõivaste muster on loodud käsitsi üksikud elemendid kleepkile. Seejärel asetatakse kangas kuumutatud pressi, mis fikseerib rakenduse. Kasutage samu kuumpresse, mis otseprintimisel. Kodus saab pilti triikrauaga parandada.
Kile prinditakse tavalisel digi- või tindiprinteril. Nagu Varud kasuta ka vinüüli, sametit, suede.
Ülevaade tekstiiliprinterite lipulaevadest
Kompaktse suurusega, 64" (1626 mm) prindilaiusega sublimatsioonikangaprinter. Soovitatav suurte tiraažide jaoks. Töötab suure tihedusega tintidega, mis tagavad sügava musta värvi ja säästliku tindikulu. Varustatud sisseehitatud kuivatussüsteemiga.
Omadused:
- Eraldusvõime kuni 720 x 1440 dpi võimaldab teil luua fotograafilise täpsusega väljatrükke.
- Tootlikkus - kuni 58 ruutmeetrit. meetrit kangast tunnis.
- Sisseehitatud kaherealised trükipaagid mahutavad kumbki 1,5 liitrit tinti, jäätmetindi kogumiskamber 2 liitrit. Suured konteinerite mahud säästavad seadmete hooldamisel kuluvat aega.
- 6,5 cm LCD-ekraan muudab protsessi seadistamise ja jälgimise lihtsaks.
- Sublimatsiooniprinteri Epson SureColor SC-F7200 hinnanguline maksumus on 1 miljon rubla.

Professionaalne printer tekstiili ebatasastele pindadele. Töötab vees lahustuv tint. Mõeldud otsetrükkimiseks heledatele ja tumedatele naturaalsetest ja segakangastest valmistatud toodetele.
Valgele tekstiilile prinditakse CMYK värvides 1 või 2 käiguga. Pildid on heledad ja mahlased. Tumedate materjalide töötlemisel lisab see värvimudelile valget värvi.
Omadused:
- Laua suurus - 356 x 406 mm.
- Eraldusvõime - 600 x 600 kuni 1200 x 1200 dpi.
- 8 prindipead.
- keskmine maksumus tekstiiliprinter- 1,3 miljonit rubla.

Ranar Pony P-4400
Karusselltüüpi käsitsi siiditrükimasin tekstiili trükkimiseks Väikese suurusega disain 4 trükipea ja 4 laua jaoks. Maksimaalne raami laius on 78 cm.
Pesapallimütside ja numbrite printimiseks on valikud. Voodriga riietega töötamiseks on kaasas kinnitusraam. Hind - 240-300 tuhat rubla.
Viimasel ajal olen otsinud viise, kuidas PCB-de valmistamist lihtsamaks muuta. Umbes aasta tagasi sattus mulle huvitav artikkel, mis kirjeldas Epsoni tindiprinteri muutmise protsessi paksudele materjalidele, sh. vaskteksoliidil. Artiklis kirjeldati Epson C84 printeri valmimist, aga mul oli Epson C86 printer, kuid kuna Kuna Epsoni printerite mehaanika on minu arvates kõik sarnased, otsustasin proovida oma printerit uuendada. Selles artiklis püüan võimalikult üksikasjalikult ja samm-sammult kirjeldada printeri uuendamise protsessi vasega kaetud tekstoliidile printimiseks.
Vajalikud materjalid:
- Muidugi on teil vaja Epson C80 perekonna printerit.
- alumiiniumist või terasest materjalist leht
- klambrid, poldid, mutrid, seibid
- väike vineeritükk
- epoksiid või superliim
- tint (sellest lähemalt hiljem)
Tööriistad:
- veski (Dremel jne) lõikekettaga (võite proovida väikest ahvi)
- erinevad kruvikeerajad, mutrivõtmed, kuusnurgad
- puurida
- kuumaõhupüstol
Samm 1. Võtke printer lahti
Esimese asjana eemaldasin tagumise paberi väljastussalve. Pärast seda peate eemaldama esialuse, külgpaneelid ja seejärel põhikorpuse.
Allolevad fotod näitavad printeri lahtivõtmise üksikasjalikku protsessi:



Samm 2. Eemaldage printeri sisemised elemendid
Pärast printeri korpuse eemaldamist on vaja eemaldada mõned printeri sisemised elemendid. Esiteks peate eemaldama paberisöötmise anduri. Tulevikus läheb meil seda vaja, nii et ärge kahjustage seda eemaldamisel.

Seejärel on vaja eemaldada kesksed surverullid, sest. need võivad häirida PCB söötmist. Põhimõtteliselt saab eemaldada ka külgmised rullid.

Ja lõpuks peate eemaldama prindipea puhastusmehhanismi. Mehhanismi hoitakse kinni riividest ja see eemaldatakse väga lihtsalt, kuid eemaldamisel olge väga ettevaatlik, sest. Sellel on erinevad torud.


Printeri lahtivõtmine on lõpetatud. Nüüd alustame tema "tõstmist".
3. samm: eemaldage prindipea platvorm

Alustame printeri uuendamise protsessi. Töö eeldab täpsust ja kaitsevahendite kasutamist (silmi tuleb kaitsta!).
Kõigepealt peate lahti keerama rööpa, mis on kruvitud kahe poldiga (vt ülaltoodud fotot). Lahti keeratud? Panime kõrvale, läheb ikka vaja.

Nüüd pange tähele 2 polti pea puhastusmehhanismi lähedal. Keerasime need ka lahti. Vasakpoolsel küljel on see aga tehtud veidi teisiti, kus saab kinnitused ära lõigata.
Kogu platvormi eemaldamiseks peaga kontrollige kõigepealt hoolikalt kõike ja märkige markeriga kohad, kus on vaja metalli lõigata. Seejärel lõigake metall käsiveskiga (Dremel jne) ettevaatlikult.



4. samm: prindipea puhastamine
See samm on valikuline, kuid kuna printer on täielikult lahti võetud, on parem prindipea kohe puhastada. Pealegi pole selles midagi keerulist. Selleks kasutasin tavalisi kõrvapulki ja klaasipuhastusvahendit.

5. samm: prindipea platvormi installimine 1. osa
Kui kõik on lahti võetud ja puhastatud, on aeg printer kokku panna, võttes arvesse tekstoliidile printimiseks vajalikku ruumi. Või nagu džiiprid ütlevad, “tõstmine” (st tõstmine). Tõstmise maht sõltub täielikult materjalist, millele printida kavatsete. Printeri modifikatsioonis plaanisin kasutada terasest materjalisööturit, mille küljes on tekstoliit. Materjali etteandeplatvormi (teras) paksus oli 1,5 mm, fooliumteksoliidi paksus, millest tavaliselt plaate tegin, oli samuti 1,5 mm. Siiski otsustasin, et pea ei tohi materjalile liiga tugevalt vajutada, seega valisin vaheks umbes 9 mm. Pealegi trükin vahel kahepoolsele tekstoliidile, mis on veidi paksem kui ühepoolne.

Tõstetaseme kontrollimise hõlbustamiseks otsustasin kasutada seibe ja mutreid, mille paksuse mõõtsin nihikuga. Lisaks ostsin neile mõned pikad poldid ja mutrid. Alustasin eesmise etteandesüsteemiga.
6. samm Prindipea platvormi installimine 2. osa

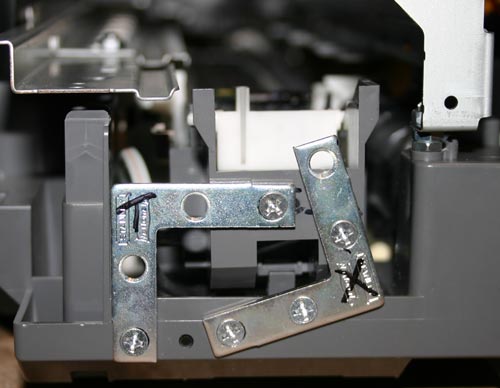
Enne prindipea platvormi paigaldamist tuleb teha väikesed džemprid. Tegin need nurkadest, mille saagisin 2 osaks (vt foto ülalt). Muidugi saate neid ise teha.



Pärast märkisin printerisse augud puurimiseks. Alumisi auke on lihtne märgistada ja puurida. Seejärel keerake klambrid kohe oma kohale.

Järgmine samm on platvormi ülemiste aukude märgistamine ja puurimine, seda on mõnevõrra keerulisem teha, kuna. kõik peaks olema samal tasemel. Selleks panin printeri alusega platvormi dokkimispunktidesse paar mutrit. Kasutades taset, veenduge, et platvorm on tasane. Märgistame augud, puurime ja pingutame poltidega.


7. samm Prindipea puhastusmehhanismi tõstmine
Kui printer lõpetab printimise, pargitakse pea pea puhastusmehhanismi, kus puhastatakse pea düüsid, et vältida nende kuivamist ja ummistumist. Seda mehhanismi tuleb ka veidi tõsta.
Kinnitasin selle mehhanismi kahe nurga abil (vt foto ülalt).
8. samm: toitesüsteem
Selles etapis käsitleme toitesüsteemi tootmisprotsessi ja materjali etteandeanduri paigaldamist.

Etteandesüsteemi projekteerimisel oli esimeseks probleemiks materjali etteandeanduri paigaldamine. Ilma selle andurita printer ei töötaks, aga kuhu ja kuidas seda paigaldada? Kui paber läbib printerit, annab see andur printeri kontrollerile teada, millal paberi ülaosa läbib ja nende andmete põhjal arvutab printer välja paberi täpse asukoha. Etteandeandur on tavaline kiirgava dioodiga fotosensor. Paberi (meie puhul materjali) läbimisel katkeb anduri valgusvihk.
Anduri ja etteandesüsteemi jaoks otsustasin teha vineerist platvormi.

Nagu näete ülaloleval fotol, liimisin mitu kihti vineeri kokku, et toide oleks printeriga samal tasemel. Platvormi kaugemasse nurka kinnitasin etteandeanduri, millest materjal läbi läheb. Vineeris tegin anduri sisestamiseks väikese lõike.


Järgmiseks ülesandeks oli juhendite valmistamise vajadus. Selleks kasutasin alumiiniumnurki, mille liimisin vineerile. On oluline, et kõik nurgad oleksid selgelt 90 kraadi ja juhikud oleksid üksteisega rangelt paralleelsed. Söödamaterjalina kasutasin alumiiniumlehte, millele laotakse ja kinnitatakse trükkimiseks vaskkattega tekstoliit.


Materjali etteandelehe tegin alumiiniumlehest. Üritasin teha lehe suuruse ligikaudu A4 formaadiga võrdseks. Lugedes veidi Internetis paberisöötmise anduri ja printeri töö kohta tervikuna, sain teada, et printeri korrektseks töötamiseks on vaja materjali etteandelehe nurka teha väike väljalõige, et et andur hakkab tööle veidi hiljem, kui etteanderullid pöörlema hakkavad. Lõike pikkus oli umbes 90 mm.

Kui kõik oli tehtud, kinnitasin söötelehele tavalise paberilehe, installisin arvutisse kõik draiverid ja tegin proovitrüki tavalisele lehele.
9. samm: täitke tindikassett uuesti

Printeri modifikatsiooni viimane osa on pühendatud tindile. Tavaline Epsoni tint ei ole vastupidav keemilistele protsessidele, mis toimuvad trükkplaadi söövitamisel. Seetõttu on vaja spetsiaalset tinti, neid nimetatakse Mis Pro kollaseks tindiks. See tint ei pruugi aga teistele printeritele (mitte Epsoni) sobida, kuna. seal võib kasutada muud tüüpi prindipäid (Epson kasutab piesoelektrilist prindipead). Veebipoel inksupply.com on kohaletoimetamine Venemaale.

Lisaks tindile ostsin uued kassetid, kuigi muidugi saab vanu kasutada, kui neid korralikult pesta. Kassettide täitmiseks vajate loomulikult ka tavalist süstalt. Samuti ostsin spetsiaalse seadme printerikassettide lähtestamiseks (fotol sinine).
Samm 10. Testid

Liigume nüüd trükikatsete juurde. Eagle disainiprogrammis tegin mitu prinditavat, erineva paksusega rööbastega.


Prindi kvaliteeti saate hinnata ülaltoodud fotode põhjal. Allpool on video trükist:
11. samm Söövitamine
Selle meetodiga valmistatud söövitusplaatide jaoks sobib ainult raudkloriidi lahus. Muud söövitusmeetodid ( sinine vitriool, vesinikkloriidhape jne) võivad söövitada Mis Pro kollast tinti. Raudkloriidiga söövitamisel on parem trükkplaati kuumutada kuumapüstoliga, see kiirendab söövitamise protsessi jne. vähem tindikihti "sööb ära".

Kuumutamistemperatuur, proportsioonid ja söövitamise kestus valitakse empiiriliselt.