Першість у відкритті з'єднання металевих частин шляхом зварювання належить російському вченому Бернадосу, який відкрив цей спосіб у 80-х роках 19 століття. Згодом були розроблені різні апарати та прийоми зварювання різноманітних матеріалів. Один з таких способів – tig варіння.
У статті можна дізнатися, що це за функція зварювальних апаратів і для чого використовується зварювання тиг інвертором.
Якщо звичайну конструкційну сталь можна з'єднати, використовуючи звичайне дугове зварювання, для варіння кольорових металів потрібні окремі способи.
Тіг зварювання – це технологія, яка дозволяє без проблем поєднати алюмінієві деталі. Весь процес відбувається у захисному середовищі з аргону. Якщо скористатися звичайним способом без газу, шов вийде неякісним. Справа в тому, що при контакті розігрітого алюмінію з повітрям утворюється окис, що покриває місце з'єднання. Плівка оксиду цього металу має більш високу температуру плавлення (2000° проти 650 чистого алюмінію).
Саме обладнання з використанням аргону забезпечує правильний процеста якість зварювального шва. Інертний газ під час подачі відтісняє кисень і розплавлений алюміній міцно з'єднується в дотику. При цьому застосовують вольфрамові електроди, що не плавляться.
Зварювання ТІГ за допомогою інвертора
Інвертор tig побудований на перетворенні струму за схемою постійний-високочастотний змінний. Тобто зварювальний процес відбувається за рахунок вищої частоти на відміну від трансформаторних зразків.

У мережу надходить змінний струм із частотністю 50 Гц. Інвертор на виході дає 50 кГц. У цьому ККД апарату зростає до 90%.
Але якщо зі звичайним інвертором все зрозуміло, то як роблять зварювання, використовуючи зварювальний інвертор тиг?
Наявність такої функції в апараті передбачає в конструкції можливість підключення пальника з шлангами, що подають аргон (або гелій).
Використовуючи інвертор tig можна зварювати в середовищі інертних газів сталь на постійному струмі та алюміній зі сплавами на змінному.
Як варити ТІГ способом використовуючи інвертор
Як було сказано вище, Вам потрібно обов'язково врахувати два фактори:
- Переналаштувати апарат на потрібний струм залежно від матеріалу, який варитиметься.
- Підключити обладнання для аргонодугового зварювання (подача газу та пальник).
Обов'язково переконайтеся, що апарат переналаштовано на потрібний струм.
Виставивши струм та підключивши обладнання, потрібно відрегулювати обсяг подачі газу вентилем, розташованим на пальнику.
Далі потрібно запалити дугу і почати зварювання рухом пальника по потрібному напрямку. У міру проходу шва потрібно додавати матеріал присадки. Це покращить якість зварного з'єднання. Якщо подавати присадки дуже багато, забруднюється вольфрамовий електрод і шов втратить міцність.
Використовуючи присадку, її не можна додавати в середину зварювальної ванни, легкими дотиками матеріал наносять на край руху електрода. Добавки є обов'язковими при зварюванні алюмінію, щоб у швах не утворювалися тріщини.
При веденні зварювального шва пальник потрібно нахилити приблизно на 15-20 градусів від вертикалі. Це дозволить бачити весь процес і контролювати зварювальну ванну, а головне, утворюватиметься якісне з'єднання. При правильному нахилі та швидкості руху шов вийти трохи хвилястим.
Але це лише ази. Якщо Ви хочете навчитися використовувати зварювальний інвертор тиг, краще звернутися до професійного зварювальника.
Види інверторів
По-перше, вибираючи апарат для домашнього використання, варто враховувати, що вони бувають трьох класів:
- Промислові.
- Професійні.
- Побутові.
Якщо Ви не плануєте відкривати зварювальний цех вдома, то для періодичного використання досить простого побутового апарату. Різниця між ними головним чином у тривалості роботи та, звичайно, ціні.
По-друге, вибираючи інвертор, зверніть увагу до функції, вони зазвичай вказані маркуваннями: ММА, MIG-MAG, TIG.
- ММА – це звичайне електродугове зварювання з використанням електродів.
- TIG – зварювання з використанням захисних газів.
- MIG-MAG - напівавтоматичне зварювання дротом серед аргону.
Є зварювальні інвертори, що поєднують усі ці чотири функції в одному апараті. Звичайно, вони коштуватимуть дорожче. Вам варто вирішити, що буде потрібнішим у домашньому господарстві. Зазвичай достатньо двох режимів ММА та TIG.
Виробників зварювальних інверторіввеличезна кількість це і відомі Tesla і Kaiser або вітчизняні марки Сварог, та й найдешевші китайські, яких дуже багато.
Переваги та недоліки TIG зварювання
Інверторний зварювальний апарат тиг, як і будь-який інший, матиме свої позитивні та негативні моменти.
| Плюси | Мінуси |
|---|---|
| Невелика площа нагрівання при роботі зберігає початкову форму та параметри деталей | Складність налаштування за відсутності досвіду |
| Захисне середовище дає якісніший зварювальний шов. | Чутлива до сильного вітру та протягу |
| Використовуючи інвертор для тиг зварювання, можна прискорити весь процес, оскільки аргон збільшує потужність дуги. | Як і будь-який інший побутовий, інвертор з функцією тиг чутливий до низьких температур |
| Простота використання зварювальних інверторів тиг спрощує навчання робочого процесу | |
| Зварювальний шов виходить дуже акуратним і невеликим за розміром, що не зіпсує вигляду деталей. |
Але, за таких недоліків, переваг для використання інверторного зварювального апарату тиг більше. Ще десять років тому для зварювання кольорових металів потрібно було шукати спеціаліста, що не завжди було можливим. Сьогодні безліч зразків таких апаратів за доступною ціною спростили весь процес. І, мало того, навіть новачок, здатний швидко навчитися зварюванню в аргоновому середовищі за дуже короткі терміни.
Інвертор з функцією tig має ще одну величезну перевагу - компактність.
Але, вирішивши придбати таке обладнання, варто задуматися - а чи потрібно воно взагалі. Більшість дешевих моделей мають маркування тиг, при цьому не дозволяють змінювати струм, що подається. Тобто можна отримати інвертор із функцією тиг, що зварює тільки конструкційну сталь на постійному струмі, а такий технологічний процесцілком забезпечить звичайне ММА зварювання.
Зварювальні апарати з універсальними функціями коштують набагато дорожче, при цьому ще варто врахувати додаткові витратина матеріали: вольфрам, газ та присадки. Наприклад, якщо прилад потрібен лише для того, щоб заварити каструлю, то простіше придбати нову – це коштуватиме дешевше. Хороший зварювальний інвертор tig знадобиться у випадку, якщо ви плануєте розвинути серйозну роботу з різними металами.
І ще один момент – це напівавтоматичне зварювання в аргоновому середовищі. Прекрасний вибір, якщо потрібно виконувати справді тонку роботу. Такі пристрої дозволяють зварювати тонкостінні деталі без загрози пропалити їх. Незамінні під час ремонту автомобілів.
А що Ви думаєте з цього приводу, поділіться своїм досвідом у виборі зварювальних інверторів із функцією тиг у коментарях до цієї статті. Наскільки доцільне використання таких інверторів у домашньому господарстві та як дорого обійдеться придбання якісного приладу з усіма необхідними витратними матеріалами? І які зварювальні апарати інверторного типу tig найкраще придбати для себе.
Аргонодугове зварювання (TIG) найчастіше застосовується там, де важливий зовнішній вигляд зварного шваабо де метали, що зварюються, тонкі і необхідний точний контроль параметрів дуги. Аргонодугове зварювання дозволяє варити алюміній, мідь та інші кольорові метали. Вибрати зварювальний апарат аргонодугового зварювання досить просто, якщо знаєш яких критеріїв слід дотримуватись.
Метод зварювання TIG з використанням вольфрамового електрода в середовищі аргону – це дуже точний метод зварювання, який дозволяє отримати чистий, акуратний шов без розбризкування металу та без диму. Аргонодугове зварювання популярне серед автолюбителів-реставраторів, домашніх умільців і використовується скульпторами-скульпторами з металу.
Методом TIG варять тонкі деталі з нержавіючої сталі, хром-молібденові труби, алюмінієві та мідні деталі. Ці матеріали вимагають дуже точного контролю дуги, тому що у разі перегріву деталь деформується або пропалюється. Зварювальні апарати аргонодугового зварювання, які дають стабільну дугу при низькій силі струму, найкраще дозволяють вирішувати подібні завдання.
Апарати аргонодугового зварювання.
При виборі апарату аргонодугового зварювання слід керуватися такими критеріями:
Діапазон сили струму
При виборі зварювального апарату TIG діапазону сили струму слід приділяти особливу увагу. Чим ширший діапазон робочої сили струму – тим краще. Апарат із вузьким діапазоном значно обмежить ваші можливості зварювання різних матеріалів. Зварювальний апарат з діапазоном від 5 до 230 ампер дозволить варити нержавіючу сталь завтовшки 0,6 міліметра та алюміній завтовшки 6,3 міліметра.
Для зварювання деталей з алюмінію необхідно більше робочої сили струму, ніж для зварювання нержавіючої сталі. Зварювальний апарат з діапазоном робочої сили 200 ампер обмежить вашу можливість варити алюмінієві листи завтовшки від 3,2 до 4,8 міліметра. Таким чином, чим ширший діапазон робочої сили струму зварювального апарату, тим більше різних завдань дозволяє вирішувати.

Найменша робоча сила струму
При виборі апарату аргонодугового зварювання слід приділяти увагу стабільності дуги при силі струму менше 10 ампер. Від цього залежить легкість утворення дуги та хороший контроль дуги. Зварюванням із вольфрамовим електродом часто варять тонкі листи металу. При цьому краще, якщо дуга утворюється без високих частот або гарячого старту.
Деякі зварювальні апарати оснащені функцією полегшеного утворення дуги – гарячий старт. При гарячому старті для запуску дуги на електрод на кілька мілісекунд подається більша сила струму. При гарячому старті ризик пропалити дірку, якщо ви варите тонкі листи. Крім того, гарячий старт не гарантує стабільності дуги в процесі зварювання та не дає можливості зварювальникові точно контролювати дугу.
Стабільність зварювальної дуги важлива як освіти дуги, але й якісного процесу зварювання загалом. Наприклад, при ремонті пропелера для човнового двигуна вам потрібно зварити кутове з'єднання. При цьому дуже важливо не пропалити дірку в матеріалі і працювати украй незручно, якщо дуга весь час зіскакує.
Стабільність зварювальної дуги також є важливою при завершенні зварювального шва. При зварюванні методом TIG на етапі завершення зварювання зазвичай силу струму знижують, щоб заповнити порожнину в кінці зварювального шва.
При зварюванні алюмінію велика порожнина в кінці зварювального шва може призвести до утворення тріщин у матеріалі при остиганні деталі. Гарний контроль зварювальної дуги при плавному зниженні робочої сили струму попереджає утворення великої западини наприкінці зварювального шва і сприяє більш плавному остиганню зварювальної ванни (області розплавленого металу). Деякі зварювальні апарати аргонодугового зварювання оснащені електронікою, яка забезпечує стабільний старт зварювальної дуги при низькій робочій силі струму і плавне зниження сили струму при завершенні зварювального шва, як при змінному, так і постійному струмі.

Змінний та постійний зварювальний струм
Якщо ви плануєте варити не тільки сталь і нержавіючу сталь, зварювальний апарат повинен мати можливість зварювання як змінним, так і постійним струмом. Змінний струм використовують при зварюванні металів, що само окислюються, таких як алюміній і сплави магнію. Постійним струмом варять сталь, нержавіючу сталь та мідь.
При зварюванні змінним струмом, струм постійно змінюється з позитивного на негативний. Коли варять алюміній, позитивним струмом поверхня металу очищається від оксидів, а негативним здійснюється плавлення.
При виборі зварювального апарату TIG зверніть увагу на можливість регулювання балансу позитивного та негативного робочого струму. Це дозволить змінювати час зварювання струмом певної полярності. Іншими словами, це дозволить контролювати час чищення від оксидів та час плавлення. Далеко не всі апарати споживчому ринкудозволяють контролювати цей параметр.
Простота використання
Аргонодугове зварювання вимагає досить високої кваліфікації зварювальника. Хороший зварювальний апарат відрізняється простотою використання та зрозумілими органами управління. Зносостійка, металева педаль контролю сили робочого струму значно полегшує процес зварювання та дозволяє досить точно підвищувати або знижувати робочу силуструму в міру потреби. Регулююча сила струму педаль – це обов'язковий аксесуар для зварювання алюмінію. Для зварювання холодного алюмінію потрібно більше ампер. Однак, алюміній досить швидко нагрівається у процесі зварювання.
Ніжна педаль дозволяє знижувати силу струму в міру того, як алюміній нагрівається. Це дає можливість підтримувати хорошу швидкість проведення електрода та дозволяє отримувати якісний зварний шов із постійним профілем. Педаль дозволяє плавно зменшити силу струму в кінці зварного шва, що забезпечує правильне заповнення порожнини в кінці зварювання. На ринку є і ручні регулятори сили робочого струму. Однак, користуватися ними також зручно, як автомобілем без педалі газу.

На що ще звернути увагу
Зварювальні апарати TIG для охолодження оснащені вентиляторами. При цьому вентилятор може працювати постійно або включатися по датчику температури, коли електроніка нагрівається. Постійно працюючий вентилятор затягує пил та бруд, що скорочує термін служби зварювального апарату. У свою чергу вентилятор, який включається при нагріванні, змінює температуру. внутрішнього середовищаприладу з гарячою на холодну, що також стрес для електронних компонентів. В ідеалі, вентилятор повинен охолоджувати плати лише коли це конче необхідно.
Деякі зварювальні апарати включають вентилятор, коли утворюється зварювальна дугаі вентилятор працює протягом декількох хвилин після завершення зварювання. Це скорочує кількість пилу, що всмоктується, так як вентилятор включається коли це необхідно. У той же час така система не сильно змінює температуру всередині приладу.
Змінний пальник
Іноді, в процесі зварювання вольфрамовим електродом виникає необхідність змінити пальник на більш легкий або довший для зварювання у важкодоступному місці. Деякі зварювальні апарати оснащені не змінним пальником. Якщо пальник такого апарату став непридатним, для його заміни необхідно звертатися в сервісний центр.
Серед усіх способів ручного зварюванняіснуючих на сьогоднішній день, зварювання в аргоновому середовищі, або TIG, вважається найбільш універсальним. Зварювання в середовищі інертного газу дозволяє досягти високоякісного шва за рахунок повної ізоляції зварювальної ванни від атмосферного кисню, завдяки чому можна зварювати такі метали, як магнієві та титанові сплави та алюміній, хоча вони вважаються високоактивними.
Принцип роботи аргонового зварювання
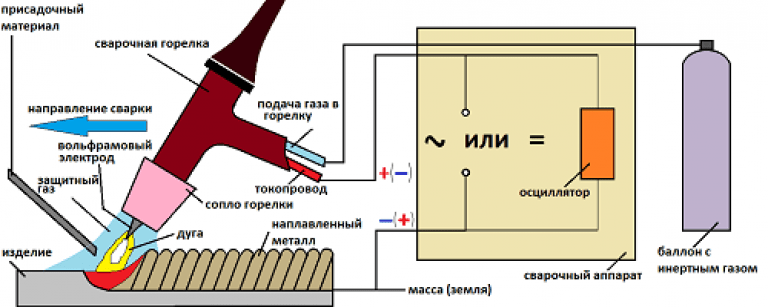
Принцип дії TIG-зварювання полягає у нагріванні місця зварювання електричною дугою, що створюється тугоплавким вольфрамовим електродом.
Через сильне нагрівання аргонових пальників за час роботи в них застосовується система водяного охолодження. Електрична дуга розплавляє не тільки самі стики деталей, що зварюються, а й присадковий дріт, що подається в зону зварювання. Подача дроту може здійснюватися як механічно, і вручну. Місце зварювання захищають від атмосферного кисню інертними газами, причому у більшості випадків використовується аргон, у зв'язку з чим даний видзварювання носить найменування аргонодугової, а інвертори, що використовуються для її здійснення - TIG-зварювальними апаратами.
Особливості аргонодугового зварювання
TIG-зварювання поєднує в собі переваги інших видів зварювання: безперервність і чистоту шва, характерні зварювальним напівавтоматам, можливість роботи з глибоким проваром на великих струмах, для чого використовується ручне дугове зварювання із застосуванням штучних електродів, що плавляться. Оскільки дуга формується без участі металу, що подається до зварювальної ванни, контролювати якість шва значно легше: шов, виконаний TIG-зварювальним апаратом, не можна сплутати ні з яким іншим.
Зварювання в інертному середовищі виконується за будь-яким металом, відрізняється тільки матеріал присадки та характеристики струму.

Конструкція TIG-інверторів
TIG для аргонодугового зварювання складаються з пальника та джерела зварювального струму.
Розпалювання дуги та підтримка її із заданими параметрами забезпечується джерелом зварювального струму. Зварювальний TIG-апарат може використовуватися для зварювання широкого спектру матеріалів, але при цьому вимагає різних регулювань, у зв'язку з чим сьогодні використовуються комбіновані моделі напівпровідникових інверторів з комбінованим виходом:
- режим TIG DC призначений для зварювання мідних сплавів та нержавіючих сталей;
- режим TIG AC - для зварювання магнію та алюмінію;
- режим Pulse із переривчастим струмом застосовується для зварювання деталей невеликої товщини.
Конструкція таких апаратів дуже близька до приладів для ручного дугового зварювання, що призводить до появи суміщених зварювальних апаратів MIG TIG MMA, в яких зміна типу зварювання здійснюється після заміни зварювального пальника на тримач.
Види зварювання
У промислових і побутових умовах широко застосовуються електродугові зварювальні апарати, які різняться на кшталт використовуваних у роботі технологій і виду зварювання.

Зварювання MMA
Найпростіший і найпоширеніший метод зварювання деталей з чавуну, нержавіючої сталі та звичайної сталі - ручне дугове зварювання з використанням покритих електродів. Принцип роботи такого зварювання полягає в розпалі між краями деталей та електродом електричної дуги, яка плавить метал, що зварюється. При цьому як присадка використовується матеріал електрода, що дозволяє сформувати шов. Його обмазка гарантує стабільне горіння дуги і формує захисне шлакове покриття, яке легко забирається після остигання поверхонь.
Зварювання TIG
Аргонно-дугове зварювання, що використовується при роботі зі сталлю та кольоровими металами - нікелевими сплавами, алюмінієм та міддю. Перевагою даного типу зварювання є відсутність шлаків та високоякісний шов, недоліком – повільна швидкість роботи. При роботі з алюмінієм та його сплавами альтернативних способівзварювання немає. TIG-зварювальні апарати використовують вольфрамові електроди, що не плавляться з автоматичною або ручною подачею присадкового матеріалу у вигляді дроту.

Зварювання MIG
Дріт використовується як присадка і електрод одночасно і при напівавтоматичному зварюванні MIG. При такому типі зварювання можна у широкому діапазоні налаштовувати різні параметри: швидкість подачі дроту, тип газової суміші, робочий струм та інші. переважно застосовується при кузовних роботах, формуючи ідеальні шви.
Зварювання SAW
У порівнянні з апаратами з відкритою дугою зварювання SAW, або зварювання зануреною дугою, має більшою продуктивністю. Процес повністю автоматизований, формує високоякісний шов і економно витрачає дріт. Дуга горить під товстим шаром порошку - флюсу - завдяки чому зварювальник може працювати без спеціального захисту
Різання CUT
Повітряно-полум'яне різання - один з різновидів зварювання, що використовується при роботі з виробами маленької товщини. Інвертори для такого різання відрізняються компактними розмірами, завдяки чому цей спосіб вважається одним з найпоширеніших у промисловості та побуті.

Види зварювальних інверторів
Доступність зварювальних TIG-апаратів обумовлюється демпінгом китайських виробників та здешевленням силової електроніки, завдяки чому магазини зварювального обладнання мають широкий асортимент інверторів.
Aurora PRO INTER
Зварювальний апарат MMA+TIG, що виробляється російсько-китайською компанією "Аврора". Може використовувати як штучні електроди із захисною обмазкою, так і електроди, що не плавляться. Для зварювання легких сплавів потрібне використання зовнішнього осцилятора, оскільки інвертор має лише перебіг постійного струму. Зварювальний апарат може працювати в приміщеннях із слабкою електропроводкою завдяки невеликій потужності 4,5 кВт. При цьому діапазон регулювання сили струму становить від 10 до 200 А, що дозволяє працювати з тонкостінними та масивними деталями. Напруга холостого ходу досить висока – 60В. Високочастотний контур розпалювання апарату полегшує роботу з ним, оскільки залипання електрода практично повністю відсутнє. TIG 200 за рахунок невисокої ціни та непоганих характеристик є чудовим варіантом для навчання аргонового зварювання.

"Сварог" TIG 160
Зварювальний апарат TIG AC/DC "Сварог" відрізняється невеликими розмірами і відносно невисоким максимальним струмом в 160 А, але при цьому володіє можливістю тривалого навантаження (згідно з паспортом - ПВ 60%) і багатофункціональністю. ККД вихідного каскаду силового становить 85%, що дозволяє знизити споживану потужність до 2,7 кВт. Режими зварювання змінним та постійним струмом легко перемикаються, в режимі TIG AC доступне регулювання балансу полярності, налаштовується час остаточної та попередньої подачі газу. Для зручності можна підключати педаль ножа. За подібні функції та характеристики його вартість у 44500 рублів дуже прийнятна.
ПВ - максимальний час горіння електричної дуги порівняно з загальним часомроботи інвертора. У випадку з даним апаратом значення ПВ у 60% означає, що на кожні шість хвилин безперервної роботи необхідно робити перерву у 4 хвилини мінімум.

"Сварог" TECH TIG
Широкофункціональний зварювальний апарат TIG 200 AC/DC з трьома режимами роботи (AC, DC та Pulse), струмом 200А максимум і великою кількістю налаштувань. Налаштування апарата регулюються 9 ручками, що оцінять професійні зварювальники. Даний інвертор дуже популярний у ремонтних цехах та автомайстернях.
Аргонне зварювання в домашніх умовах
Під час підготовки робочого місця до аргонового зварювання необхідно враховувати кілька правил:
- Незважаючи на те, що шкідливість аргонового зварювання в кілька разів менша, ніж ручний дуговий, використовувати захист необхідно: знадобиться зварювальна маска, краги, роба. Сучасні захисні маски"Хамелеон" дуже зручні в експлуатації, але при цьому мають свій мінус - менший кут огляду через розташований фотоелемент. У приміщенні повинна бути відмінна вентиляція, як ідеал - примусова витяжка.
- У безпосередній близькості від робочого місця не повинні розташовуватися легкозаймисті речовини та матеріали. Обов'язково повинен бути вуглекислотний вогнегасник. Порошкові аналоги краще не використовувати. Незважаючи на їхню ефективність, порошок, що утворюється при їх використанні, дуже складно видаляється, у зв'язку з чим можна зіпсувати зварювальний апарат.
- Вентиляційні отвори інвертора повинні бути закриті сторонніми предметами.
Залежно від матеріалу і товщини деталей, підбирається зварювальний струм і товщина електродів, що використовуються. У випадку алюмінієвих сплавів, наприклад, зварювальний струм повинен становити 180-250 А при діаметрі електрода в 4-5 мм. Такий режим дозволить працювати з деталями завтовшки від 3 мм. Більш тонкі елементи зварюються у режимі Pulse. У порівнянні з роботою з аргоново-гелієвою сумішшю струм при роботі в чистому аргоні встановлюється на 10-20% вище.

Для легшого контролю процесу зварювання електрод тримається під невеликим кутом до напрямку руху, присадка при цьому подається строго перпендикулярно до електрода. Отримати міцний і красивий шов можна в тому випадку, якщо пруток подаватиметься у фіксованому положенні.
Час попередньої подачі газу – один із важливих параметрів налаштування TIG-інвертора. Максимальний час- до 2 секунд - виставляється при роботі з алюмінієм, титаном і робиться це для того, щоб інертний газ повністю покрив місце розпалювання, інакше метал при контакті з киснем може спалахнути з утворенням каверни. Хімічна активність металу, що зварюється, також впливає на затримку відключення газу: після відключення дуги пальник протягом встановленого часу утримується над місцем зварювання для захисту створеного шва.
Аргонова зварювання - один із найбільш затребуваних зварювальних процесів. Доступні цінина зварювальні TIG MIG апарати дозволяють придбати такі прилади для особистого використання. Високий попит на аргонове зварювання, продуктивність та ефективність інверторів швидко окуплять усі витрати на придбання такого апарату.
Аргонодугове TIG зварювання (або просто зварювання тиг) дуже популярне у професійних зварювальників. Її широко використовують не тільки на великих виробництвах, але й у невеликих майстернях, наприклад автосервісах. Вся справа в універсальності такої технології: ви зможете легко зварити як тонкий естетичний шов, так і повністю проплавити товсті стики деталей. Вам також не страшне зварювання міді, або . Але не все так просто. Ця технологія має низку нюансів, які потрібно врахувати перед зварюванням.
У цій статті ми докладно розповімо, що таке аргонодугове tig зварювання, які переваги та недоліки є у цієї технології, як правильно варити тиг зварювання та яке обладнання необхідне для роботи.
Що таке автоматичне аргонодугове зварювання або ручне аргонодугове зварювання TIG? Почнемо з самої абревіатури. TIG означає "tungsten-Inertgasschweißen" (адаптивний переклад "вольфрам-захисний інертний газ"). У цій абревіатурі закладено всю суть даного методузварювання: у роботі застосовується вольфрамовий електрод та захисні .

Вольфрамовий електрод – ключовий компонент TIG зварювання. Він має унікальні властивості: плавиться при відносно невеликій температурі (близько 3500 градусів за Цельсієм), так що його можна без проблем використовувати з усіма видами та . У цьому «плавлення» номінальне. Сам електрод вважають таким, що не плавиться, а це означає, що його необхідно періодично заточувати, щоб дуга була стабільною і її було легше вести. Сам стрижень фіксується в пальнику, при цьому немає потреби турбуватися про довжину електрода, оскільки довжина, що не використовується, знаходиться в спеціальному ковпачку.
На кінці пальника розташоване сопло, в якому тримається електрод, і довкола пальника здійснюється подача захисного газу за допомогою спеціальної кнопки. У більшості випадків як захист використовують газ. Якщо не використовувати аргон, то у зварювальну ванну потрапить кисень і якість буде незадовільною. З'єднання буде пористим та неміцним, не виключено утворення тріщин. Усі ці проблеми і запобігає газу.
Необхідно запалити. Вона плавитиме попередньо оброблені кромки. Якщо є можливість розташувати деталі якомога ближче одна до одної, то це добре. Шов вийде дуже надійним та герметичним. Якщо має місце робота із зазорами або потрібно зварити вкрай міцний шов, здатний переносити суттєві механічні навантаження, зварювальники використовують присадочний дріт.
Як присадковий матеріал потрібно використовувати дріт, виготовлений з того ж металу, який потрібно зварити. За допомогою такої технології можна легко, з яким у новачків зазвичай багато проблем. При високій температурі поверхні алюмінію утворюється окисна плівка, яка перешкоджає формуванню якісного шва. У найгірших випадках плівка просто не дає зробити зварювальну ванну та вести шов. За допомогою тиг зварювання можна вирішити цю проблему, оскільки захисний газ не дозволяє плівці формувати на поверхні металу.
Застосування
TIG зварювання з піддувом набуло свого поширення ще й тому, що температура горіння дуги досить висока. Завдяки такій особливості зварювальник може поєднати і вуглецеву сталь, і . При цьому якість шва буде на належному рівні. Можна працювати з алюмінієм і його сплавами, титаном та іншими металами. Особливо естетичними виходять шви при тиг зварюванні нержавіючої сталі. Шов відразу виходить чистим, його не потрібно очищати від бризок.

Всі ці переваги TIG зварювання дозволяють даній технології знаходити собі застосування на заводах великих автоконцернів, у харчовому бізнесі, у хімічній та нафтопереробній галузі, багатьох приватних автосервісах та станціях. технічне обслуговуванняавтомобілів.
Переваги
Крім всіх вище перерахованих плюсів є ще ряд переваг, які не можна не згадати. Всі вони пов'язані, звичайно, з використанням вольфрамових стрижнів та інертних газів. Отже, плюси:
- Незважаючи на високу температуру, мінімальна деформація металу при зварюванні за рахунок вузької зони прогріву.
- Газ аргон важчий за кисень, тому повітря безперешкодно витісняється із зварювальної зони.
- Робота проводиться швидко, навчитися легко, зварюванням може займатися навіть майстер без високої кваліфікації.
- виходить дуже акуратним і рівним, не потрібна ніяка механічна обробкашва.
- Можна зварити безліч металів, у тому числі проблемних (на зразок алюмінію).
- Значно менше негативного впливу на екологію.
Недоліки
Аргонова зварка всім хороша, але наша стаття об'єктивна, так що розповімо і про мінуси:
- Зварювання на відкритому повітрі при вітряній погоді скрутне, оскільки газ буквально видмухується зі зварювальної зони (проблема вирішується установкою вітрозахисних щитів, але при цьому витрата газу суттєво збільшиться).
- На відміну від інших видів зварювання, тиг зварювання вимагає ретельного . Кромки потрібно зачистити, не повинно бути жодних слідів олії та бруду, поверхні мають бути знежирені. Якщо проігнорувати цей етап, то шов вийде пористим та неякісним.
- Пальник влаштований таким чином, що робота у важкодоступному місці може перетворитися на справжню проблему. Майстри пропонують збільшувати виліт стрижня або обрізати електрод, але все це призводить до перегріву чи інших неприємностей.
- Якщо ви використовуєте у своєму апараті функцію "TIG lift", при цьому розпалюєте дугу поза зварювальною зоною, то на поверхні металу можуть утворитися сліди, які потрібно потім зачищати. Але це скоріше мінус, пов'язаний із недосвідченістю зварювальника.
Як варити TIG зварюванням
Запам'ятайте найголовніше: 50% успіху – це правильний режим TIG. Від цього залежить, наскільки виправдаються ваші старання щодо підбору електрода. Але про ці особливості ми поговоримо пізніше. Для початку розповімо про підготовку металу.
Очистіть кромки від бруду, фарби, олії та корозії (якщо є). Навіть якщо вам здається, що кромки не потребують очищення, не ігноруйте цей етап. Потім потрібно вибрати силу струму. Від цього залежатиме те, як добре проплавиться метал. Нижче наведена таблиця з рекомендаціями щодо встановлення сили струму.

Потім необхідно встановити полярність. Якщо ви працюєте на постійному струмі, використовуйте пряму полярність. Якщо вам належить зварювання змінним струмом, то відповідно зворотну полярність.
Також потрібно добре заточити електрод. Кінець електрода слід відполірувати. Якщо вам потрібно зварити тонкий метал, то вибираються спеціальні електроди, які потім заточуються до гостроти. Якщо зварювання тиг товстого металу, то можна змінювати кут заточування.
Щоб запалити дугу можна провести електродом по поверхні металу (метод цвіркання, за аналогією зі сірниками), можна увімкнути функцію TIG lift, що спрощує підпал дуги, або користуватися методом безконтактного підпалу. Ми рекомендуємо використовувати саме третій метод, але він доступний лише під час роботи з професійними дорогими апаратами.
А тепер трохи поговоримо про обладнання, яке обов'язково вам знадобиться, якщо ви вирішите займатися цим видом зварювання професійно. Для початку придбайте або дізнайтесь, якщо на вашому робочому місці апарат, в якому доступні різні режими TIG зварювання, кабель для кріплення на масу, газовий балонта редуктор. Це дуже важливо.
Також непогано було б дізнатися про те, який пальник використовується у вашому апараті. Є два типи: перший застосовується при роботі з (до 3 міліметрів), другий відповідно для решти всіх металів. Пальник для тонких металів відрізняється малою потужністюТому з нею зручніше працювати, вона швидко остигає. А ось пальник другого типу потребує додаткової системиохолодження. Наприклад, система водяного охолодження, коли в пальник вбудована трубка з подачею холодної води та спирту, щоб вода не замерзла, коли система охолодження довго не використовується.
Замість ув'язнення
Зварювання tig - технологічний та сучасний спосіб зварювання, що відкриває нові можливості навіть для досвідченого майстра. Зварювання аргоном із застосуванням вольфрамового електрода або дроту присадження дозволяє зварити різні типи металів, від тонких до товстих. Вам доступне швидке та якісне зварювання міді, алюмінію, чавуну та титану. Більше не потрібно витрачати багато часу, намагаючись вирішити всі проблеми, пов'язані з особливостями кожного металу.
TIG зварювання – це вибір професіоналів своєї справи. Ця технологія користується попитом у багатьох сферах діяльності людини і постійно потрібні майстри зі знанням цієї технології. Застосовуючи у своїй роботі наші рекомендації ви зможете розпочати зварювання та успішно завершити його. Але не зупиняйтеся на досягнутому, вивчайте якнайбільше теорії, щоб потім застосувати її на практиці. Бажаємо успіхів у роботі!
Аргонне зварювання (TIG) - поширена технологія зварювання, що є оптимальним способом з'єднання деталей та конструкцій з алюмінію. Зварювання даного металу у звичайних умовах вкрай проблематична, оскільки при контакті нагрітого алюмінію з киснем на його поверхні утворюється плівка окису, що погіршує якість.
TIG зварювання алюмінію передбачає подачу до точки дотику електрода і металу захисного газу - аргону, тиск якого відтісняє кисень, що дозволяє з'єднати найкращої якості. У цій статті розглянуто особливості даного методу, наведено інструкцію щодо його реалізації своїми руками та показано саморобний апарат для ТІГ зварювання.
1 Переваги та недоліки методу
Аргонодугове зварювання, крім з'єднання алюмінієвих конструкцій, широко затребуване і при роботі з іншими металами, до яких відноситься сталь, мідь, чавун і титан, а також дорогоцінні сплави - золото та срібло. Дане аргонне зварювання є незамінним у разі необхідності з'єднання металів, що важко зварюються.
До переваг даного методу належить:
- мінімальна зона нагріву деталі, що дозволяє зберегти її первісну форму;
- аргон - інертний газ, що володіє більшою ніж повітря вагою, що дозволяє йому повністю витісняти кисень із зони нагріву заготовки;
- теплова потужність дуги під час використання аргону збільшується, завдяки чому зростає швидкість проведення робіт;
- аргонодугова зварювання досить проста у реалізації, навчання процесу не займає багато часу;
- зварний шов виходить акуратним та мінімальним за розмірами, він не псує зовнішній вигляд заготовки.
Однак є у технології та недоліки. Ключовим з них є ризик погіршення якості стику при роботі на протягу або вітрі, так як частина аргону, що подається, може здути потоком повітря. Також зазначимо досить високу складність налаштування зварювального обладнання своїми руками та необхідність застосування додаткового охолодження у режимі високотемпературної дуги.
1.1 Особливості технології
Характерною особливістю методу ТІГ є використання тугоплавкого вольфрамового електрода — вольфрам це метал, температура плавлення якого становить 3410 градусів. У процесі з'єднання сотої частини грама вольфраму достатньо для проходження шва довжиною 1 метр, що зумовлює мінімальну витрату електродів при роботі.
Також можуть використовуватися спеціальні електроди з вольфраму, покритого шаром, що легує, з оксидів рідкісноземельних металів, за рахунок яких він отримує додаткову температурну стійкість. До таких металів належить церій, цирконій, лантан та ітрій.

ТІГ електроди призначені для багаторазового використання. Який би розхідник не був обраний, у процесі зварювання він вставляється усередині керамічного сопла апарата, через яке видувається захисний газ – аргон.
У спрощеному нарисі процес виглядає наступним чином: спочатку до деталі підключається зварювальний апарат і подається маса, після чого зварювальник бере пальник з електродом і присадку (дріт з алюмінію або спеціального сплаву), пальник включається і між кінчиком вольфрамового електрода і деталями, що стикуються. Дуга плавить присадний дріт і кромки конструкцій, що з'єднуються, що призводить до формування зварювального шва, який стає монолітним після затвердіння.
На перший погляд все дуже просто, проте підсумкова якість зварного шва залежить від безлічі факторів - потужності, якості використовуваного електрода, ступеня захисту зони плавлення аргоном, досвіду зварювальника. По суті, ТІГ зварювання є гібридною технологією, що поєднує в собі методи газового та електродугового зварювання.
1.2 Зварювальне обладнання
Вимоги до обладнання, що використовується при виконанні ТІГ зварювання, зазначені в нормативному документіГОСТ №5.917-17. Згідно з положенням нормативу, для реалізації повинні використовуватися пальники типу РДА. Найбільш поширені 2 моделі – РДА-150 та РДА-400.
150-а модель призначена для зварювального струму в 200А, охолодження електрода природне, маса пальника-350 грам. Апарат випускається у різних модифікаціях з діаметром сопла від 0.8 до 3 мм.
При використанні зварювального струму 500А повинен використовуватися пальник РДА-400, вага якого становить 625 гр. У ній реалізовано водяне охолодження електродів діаметр сопла 4-6 мм.
Також висуваються вимоги до форми сопла пальника, яке може бути циліндровим, конічним або профільованим. Як правило, при реалізації зварювання всередині приміщення використовуються циліндричні сопла, при роботі на відкритому повітрі - профільовані, з великим діаметром вихідного отвору. При необхідності роботи у важкодоступних місцях можуть застосовуватися подовжені сопла.

Кедр ТІГ 200П - обладнання для зварювання
На ринку представлено досить велику кількість апаратів для ТІГ зварювання. Більшість із них є комбінованими і мають можливість працювати у двох різних режимах — аргонодугове (ТІГ) та ручне дугове (ММА) зварювання.
З пристроїв середньої цінової категорії виділимо такі апарати:
- Кедр ТІГ 200Р;
- Ресанта САІ 230 АТ;
- Сварог ТІГ 250Р.
За співвідношенням ціни та якості, як свідчать відгуки споживачів, оптимальним варіантомє Кедр ТІГ 200Р, вартість якого становить 40 тисяч. Цей агрегат має потужність 6.2 кВт, діапазон робочих струмів - від 4 до 200 А. Пристрій працює від електромережі 220 В. Діаметри ТІГ електродів - 1-4 мм, ММА - 1.6-5 мм. У комплекті йде аргоновий пальник із шлангом на 4 метри.
Пристосування для аргонодугового зварювання можна зібрати своїми руками. Саморобний агрегат складатиметься з наступних вузлів:
- джерело струму - підійде стандартне пристрій для електродугового зварювання зі струмом змінного або постійного типу;
- балон з аргоном, в ідеалі - із вбудованим манометром;
- газовий редуктор та клапан;
- аргоновий пальник (продаються окремо у спеціалізованих магазинах);
- осцилятор.
Ключовою за важливістю комплектуючої є пристрій, який необхідний для безконтактного запалення дуги. Зважаючи на те, що запалення при ТІГ зварюванні не можна виконати за допомогою торкання електродом поверхні, на яку подано масу, високовольтний заряд (потужність від 4 до 8 кВт), що пробиває дуговий проміжок, повинен генеруватися осцилятором.
1.3 Особливості ТІГ зварювання (відео)
2 Технологія ТІГ зварювання своїми руками
Запорукою правильної реалізації методу ТІГ є правильно підібраний режим зварювання. Вибирати режим необхідно виходячи з товщини поверхонь, що зварюються. Пропонуємо до вашої уваги нормативну довідкову таблицю.
| Товщина заготовок, що зварюються, мм | Зварювальний струм, А | Діаметр, мм | Швидкість зварювання, м/год | Витрата аргону, л/хв | |
| Електрода | Дріт для присадки | ||||
| 1 | 40-60 | 1,5-2 | 1,6 | 12 | 5-6 |
| 2 | 80-100 | 2-3 | 2 | 10 | 6-9 |
| 3 | 140-160 | 4 | 2 | 8 | 10-12 |
| 4 | 180-200 | 5 | 2-2,4 | 7 | 10-12 |
| 5-6 | 200-240 | 5-6 | 2,4-3 | 6 | 14-15 |
| 8-12 | 280-320 | 8-10 | 3-4 | 5-4 | 22-23 |
Аргонодугове зварювання своїми руками досить складне у виконанні, щоб реалізувати технологію дотримуйтесь наступних рекомендацій:
- Електрод потрібно утримувати максимально близько до поверхонь, що стикуються, щоб забезпечити найбільш коротку дугу - при зростанні її довжини буде збільшуватися ширина зварного шва і, як наслідок, надійність і якість стику.
- У процесі виконання шва пальник повинен переміщатися вздовж осі, поперечні руху не допускаються. За рахунок такої спрямованості забезпечує естетичний шов мінімальної товщини.
- Щоб не допустити насичення зони шва киснем необхідно суворо стежити, щоб дріт для присадки і електрод не залишали область подачі захисного газу.
- Дріт повинен подаватися гранично плавно, при його різкій подачі великий ризик розбризкування металу.
- Присадковий дріт потрібно розміщувати перед пальником, під кутом до поверхонь, що стикуються, і не допускати поперечних коливань.
- На етапі підготовки необхідно знежирити поверхні, що з'єднуються, і очистити їх від оксидів і забруднень.


